Ensuring lath integrity: Getting what you paid for (and what the code requires)
by Catherine Howlett | June 1, 2013 4:23 pm
 [1]
[1]by Christopher K. Little, CDT, CSI, and Matthew J. Innocenzi, PE
Expanded metal lath has been an imperative component of plaster applied on wood or gypsum sheathing for more than 50 years. From its beginnings, the basic design of diamond mesh lath has remained largely unchanged. What has changed, however, is its marketing and promotion by manufacturers who claim they produce a ‘quality’ product that fails to meet building codes and industry standards.
The problems, damages, and associated responsibility of the installation of these inferior laths are ultimately allocated to the designer and/or installer. Moreover, the potential shortcomings of substandard lath can compromise its long-term performance and subject the design/construction professional or installer to unnecessary liability for premature replacement.
The inherent risk of purchasing, accepting, and installing a non-compliant lath warrants examination and testing to verify it complies with the International Building Code (IBC) and International Residential Code (IRC), along with their referenced standards, particularly ASTM C847-10, Standard Specification for Metal Lath, and ASTM C1063, Standard Specification for Installation of Lathing and Furring to Receive Interior and Exterior Portland Cement-based Plaster.
This article describes the manufacturing process, and discusses the lath’s properties as required by code. A comparison between compliant and non-compliant lath is provided to assist the specifier in recognizing these crucial differences.
 [2]
[2]Manufacturing process
The equipment used to produce expanded metal lath are huge mechanical machines, typically more than 30 m (100 ft) in length (Figure 1). These machines can be configured to apply Grade D building paper from jumbo rolls (in-line) during lath production and packaging to yield paper-backed lath (Figure 2). This automated machinery may only require one or two workers to operate, and can produce several thousand sheets of lath in an eight-hour shift. The head of the machine houses the galvanized-coil-spooler where the 178 to 203-mm (7 to 8-in.) wide, G-60 galvanized steel coil unwind, yielding hundreds of sheets.
After steel coil is unwound, it is fed into the cutting rollers that apply more than 445 kN (100,000 lb) of force to slit through the solid sheet (Figure 3). Once cut, stretcher-arms attach to the coil to expand the sheet into compacted diamond sheets 696 mm (27 in.) wide. The machine has a sheet length cut-off that can be set to various lengths, typically not less than 2464 mm (97 in.), as required by ASTM C847-10 to package as a standard sheet. When worn, the cutters must be retooled to make clean cuts into the solid coil. Otherwise, worn cutters result in the formation of unexpanded diamonds, or diamonds sheared/fractured in configuration.
 [3]
[3]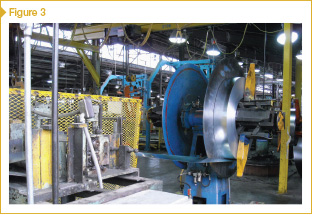 [4]
[4]This process produces flat expanded metal lath sheets. To create ‘self-furring’ lath, the flat sheets continue through an additional process, where either dimples or V-grooves are embossed into the face of the lath sheet. These provide 6.4 mm (¼ in.) of furring, measured from the back of the dimple or groove to the face of the lath strands. This furring process is also rolled with the equipment and wears over time—this can result in furring falling below the 6.4 mm required in ASTM C1063 (specifically in Table 3, Footnote C). The change is monitored weekly by the manufacturer such that when it falls below minimum levels, the tooling is replaced.
 [5]
[5]Code-required properties
Characteristics of code-compliant expanded metal lath are specified in ASTM C847-10, which defines lath materials, dimensions (length, width, and expanded thickness), weights (expressed in lb/sy), and allowable tolerances. There are various manufacturing characteristics to satisfy these criteria, such as the base thickness of the galvanized steel, the configurations of the diamond cutters, and the amount of ‘stretch’ the manufacturer applies to the base galvanized coil. The various U.S. lath manufacturers configure design criteria differently, but share the common objective to produce lath that satisfies the required weight, dimensions, and other physical properties within the allowable tolerances.
ASTM C847 requires metal lath be composed of cold-rolled carbon steel sheet conforming to ASTM A653, Standard Specification for Steel Sheet, Zinc-coated (Galvanized) or Zinc Iron Alloy-coated (Galvannealed) by the Hot-dip Process. As also required by ASTM A653, hot-dipped galvanized lath shall have a minimum G-60 coating (representing a zinc content of 183 g/m2 [0.6 oz/sf]).
While the minimum galvanized protection specified in ASTM C847 is G-60, other materials are available to produce lath with enhanced corrosion protection. Examples in ascending order of corrosion protection are:
- G-90 galvanized (zinc-coated) steel with zinc content of 274 g/m2 (0.9 oz/sf);
- zinc alloy (99-percent pure zinc) (ASTM C1063 [Table 1] permits the use of zinc-alloy [i.e. 99 percent zinc], conforming to ASTM B69, Standard Specification for Rolled Zinc, but for accessories only); and
- stainless steel (300 series alloys).
The selection of the lath material is often based on the environment, along with the plaster or stone application. For example, zinc alloy or stainless steel lath and accessories are preferred in coastal environments, whereas galvanized would be suitable in arid climates for a fraction of the price. It is important to note while zinc alloy offers greater corrosion resistance, the material is much softer than galvanized and stainless steel. Consequently, zinc lath may result in reduced shear and transverse load performance. It is for this reason the authors recommend the selection of stainless steel lath when enhanced corrosion protection is required.
Whichever material is selected for the lath, it is good practice to maintain it in the plaster accessories (e.g. control joints, casing beads, and weep screeds) and fasteners. Incompatible materials can invite galvanic corrosion or varying levels of corrosion protection that can adversely affect the service life of the building’s cladding.
Zinc alloy and stainless steel are not directly recognized by ASTM C847 or the building code. Moreover, they may not necessarily meet or exceed ASTM C847 physical properties or be recognized by ASTM C1063 as acceptable materials for installation in portland-cement-based plaster systems. However, it stands to reason the harder, stronger alloy (e.g. SS304) will exceed the performance capabilities of galvanized steel, ultimately providing equivalent structural resistance and superior corrosion protection.
The use of laths comprised of these materials must be evaluated and deemed acceptable in the form of a code-compliance report (i.e. International Code Council Evaluation Service [ICC-ES] Report) that tests and certifies their performance as an alternate material. Without this documentation, the use and installation of these laths present designers and contractors with an assumed risk in terms of liability for long-term performance.
In addition to being knowledgeable in the material makeup of the lath discussed in this article, the specifier and installer should also be aware of physical characteristics of lath readily available in the marketplace, but potentially non-compliant with code and industry standards. Examples of these physical characteristics include lath weight, length, and width.
This intentional substandard quality is being marketed as “utility” or “nominal” and intentionally does not meet ASTM C847-10. Examples include:
- G-40 galvanizing (versus the minimum required G-60 galvanizing);
- lath sheets of 2438 mm (96 in.) in length (versus the minimum required 2464 mm
[97 in.]); and - lath advertised as 1.4 kg/m2 (2.5 lb/sy) that actually weighs only 1.2 kg/m2 (2.1 lb/sy).
The adverse effects of reduced galvanizing and lath weight are clear—less-than-minimum zinc coatings invite corrosion, while less-than-minimum lath weights can compromise the resistance against structural and wind loads. However, the effects of the reduced sheet lath length may not appear so obvious. Lath sheets are traditionally produced in 2464 mm (97 in.) lengths to accommodate framing member spacing of 406 or 610 mm (16 or 24 in.) on center (oc) with an extra 25 mm (1 in.) to provide the minimum 25 mm end lap stipulated by ASTM C1063. In other words, use of 2438-mm (96-in.) length sheet lath over standard framing member spacing will not provide the specified lath lap, which, in turn, can result in cracking through the plaster finishes. In short, the compromises associated with utility lath can ultimately affect its long-term performance and longevity.
 [6]
[6]The production of “utility lath” offers manufacturers material savings that, in turn, are offered at reduced prices to attract consumers. To further complicate the lath dealer’s decision process, some of these manufacturers produce “code-compliant lath,” but offered or supplied only when specifically requested and at a premium (or otherwise cost-competitive) price.
Recommendations to avoid inferior lath
Contractors who install stucco or stone systems over sheathed surfaces in accordance with ASTM standards are responsible for submitting and installing lath products that meet the standard. However, stiff pricing competition and deceptive advertising can attract a designer/specifier and contractor to submit, purchase, and install inferior lath. There are various methods that can be implemented to ensure the designer/specifier, lath dealer, and contractor are respectively selecting, submitting, and installing quality products.
The designer is obligated to carefully review the submittal for compliance with the project specifications and referenced standards. In the submittal process, the designer should be cognizant of the various products available in the marketplace to avoid the economic lures and associated performance pitfalls of approving “utility” or “nominal” lath that does not meet the ASTM C847 criteria. Another mechanism that can be used to ensure the supply of proper lath is requiring the manufacturer to provide third-party (e.g. ICC-ES)-accredited laboratory test reports certifying the lath complies with ASTM C847 for the specific project in question.
Typically, tags are attached to the pallet during manufacturing to identify the weight of the lath and its compliance with ASTM C847. However, because these tags can be either damaged or removed during shipping and tend to not make it to the field, traceability is significantly impaired. To avoid confusion and uncertainty in events of missing or damaged tags, manufacturers can implement a packaging method, such as the one shown in Figure 4, which positively identifies the lath from the plant to the jobsite in 10-piece bundles.
This packaging method is growing in popularity and is embraced by manufacturers. Without an appropriate tracking program, building officials must request documentation to validate the lath conforms with the code and applicable standards. However, by implementing the packaging method, building officials can quickly and effectively validate compliance of the lath instead of facing time delays in requesting the supporting documentation.
Whatever method is chosen, the intent is to provide full disclosure to the designer, dealer, and contractor the lath was produced to proper dimensions and weights defined in the ASTM C847-10 standard.
Conclusion
Expanded metal lath, like many other building materials, is under extreme pricing competition in the marketplace. This has resulted in the production, promotion, and marketing of lath that does not necessarily comply with industry standards or the building code with regard to material, geometry, or weight. However, this lath is offered at a discounted price of code-compliant lath, making it attractive to contractors attempting to use a perceived-to-be-acceptable product for a lower cost.
As a result, inferior “utility” or “nominal” lath has been sold and installed in stucco-clad buildings throughout the United States. Design/construction professionals should strongly consider the various measures outlined in this article in order to eliminate the confusion and ensure installation
of appropriate lath.
Christopher K. Little, CDT, CSI, is group product manager of AMICO Building Products, based in Birmingham, Alabama. A 20-year veteran of the building products industry, he has been with AMICO since 2004, providing guidance to manufacturing and installing lath and accessories, stainless steel products, and security products. Little serves on ASTM C11 and C15 committees, American Concrete Institute (ACI) 514 subcommittee on lath and plaster, and National Concrete Masonry Association’s (NCMA’s) Technical Committee on Manufactured Veneer Stone. He is a LEED Green Associate (GA) and writes AMICO’s product sustainability documents. Little can be reached at clittle@gibraltar1.com[7].
Matthew J. Innocenzi, PE, is a senior associate with WDP & Associates and is primarily involved with forensic investigations of structural/architectural deficiencies. He is a member of the American Institute of Steel Construction (AISC), RCI, and various ASTM International committees. Innocenzi can be reached via e-mail at minnocenzi@wdpa.com[8].
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/11/lath_Tilath-on-wall.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2013/06/lath_Figure1.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2013/06/lath_Figure2.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2013/06/lath_Figure3.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2013/06/lath_AspenGrove-Hawk.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2013/06/lath_Figure4.jpg
- clittle@gibraltar1.com: mailto:clittle@gibraltar1.com
- minnocenzi@wdpa.com: mailto:minnocenzi@wdpa.com
Source URL: https://www.constructionspecifier.com/ensuring-lath-integrity-getting-what-you-paid-for-and-what-the-code-requires/