Fully tempered glass and spontaneous fracture
by Samantha Ashenhurst | July 10, 2018 9:55 am
 [1]
[1]Image courtesy Simpson Gumpertz & Heger
by John A. Jackson, AIA, and Thomas A. Schwartz, PE
It is a beautiful spring morning. Imagine sitting at a desk along the outside wall of an office, when all of a sudden, without warning, you hear a sudden pop just like the sound from a 0.22-caliber rifle. On looking up, you notice the glass in the wall next to you has shattered into thousands of small fragments.
So, what happened? You likely did not experience an attack, but rather a phenomenon known as spontaneous fracture of fully tempered glass, and unfortunately, you are not alone.
Glass as a building material has a long and rich history. When employed in building façades, it not only plays a role in expressing the aesthetic design aspirations of a project, but also provides a separation and connection between the outside and inside. Glass has a wide variety of applications in contemporary construction that have pushed the boundaries of the material’s ability to perform as a structural element, provide thermal and acoustic separation, and regulate daylight and solar heat gain through the building façade. Glass can be highly customized to suit the specific needs of each application, through manufacturing processes such as heat treatment, low-emissivity (low-e) coating, ceramic frit, lamination, and fabrication into insulating glass units (IGUs).
There are three primary glass types used in architectural applications, categorized by strength:
- annealed;
- heat-strengthened; and
- fully tempered.
Generally, annealed is the weakest glass, followed by heat-strengthened (approximately twice as strong as annealed) and fully tempered (approximately four times as strong as annealed). In addition to increased strength to resist imposed loads (e.g. wind) and thermal stress, fully tempered glass breaks into relatively small and safer fragments compared to the alternatives, and therefore, is suitable for meeting code requirements for safety glazing. These features of fully tempered glass, however, come at the cost of increased optical distortion and an often overlooked risk of spontaneous breakage in-service. Despite the industry’s recognition of this problem since the early 1960s and manufacturers’ efforts to eliminate it, spontaneous fracture of fully tempered glass continues to this day.
Float glass
Soda-lime silica glass is the most common type employed in architectural applications. Raw ingredients include silica sand, sodium carbonate (Na2CO3), lime, metal oxides, and cullet (recycled glass). These are heated in a furnace to above their melting temperature of approximately 1500 C (2700 F). The molten glass is then floated (hence the term, “float” glass) on a bath of liquid tin and slowly cooled or “annealed” to not induce any significant residual stresses within the material.
Heat treatment
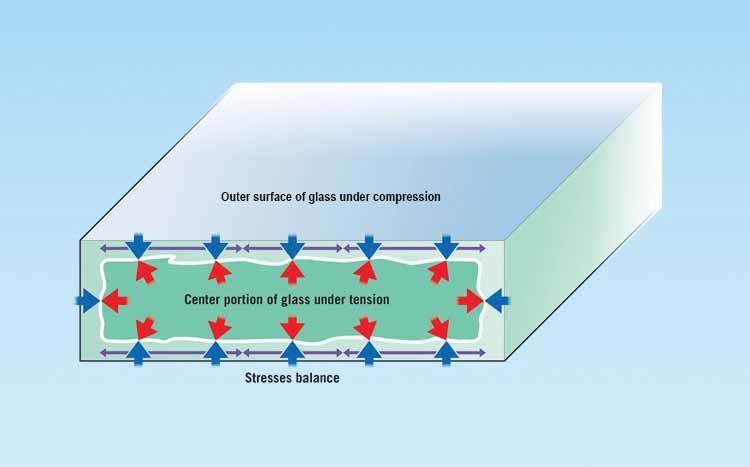
Glass is inherently strong in compression and relatively weak in tension. Its strength can be increased through a process known as heat treatment. Typically occurring in a tempering oven, annealed glass is re-heated to approximately 650 C (1200 F) and then rapidly cooled with air jets, also known as “quenching.” This rapid cooling solidifies the outside surfaces of the glass, while the interior core remains hot and fluid. When the core cools and contracts, it pulls on the outside surfaces, thereby introducing permanent stresses, referred to as residual compressive surface stress (RCSS). This results in equal and opposite tensile stresses in the glass core, counteracting the compressive stresses in the surface (Figure 1).
The rate of cooling in the tempering oven determines the amount of RCSS within the glass—the faster the glass is cooled, the greater the RCSS. According to ASTM C1048, Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass, minimum RCSS for heat-strengthened glass is 24,132 to 51,711 kPa (3500 to 7500 psi), and 68,948 kPa (10,000 psi) for fully tempered.
 [2]
[2]Image courtesy Vitro Architectural Glass
Glass strength
Glass is a brittle material. Unlike other ductile materials (e.g. steel and aluminum), glass failure is sudden and often without warning. As is typical of brittle materials, the effective in-service strength of glass is determined by the stress concentrating effect of flaws in or on the glass surface. Stress-concentrating flaws at the surface occur from normal handling and weathering of the glass, and are accounted for in design. Since most flaws occur on the surface, and bending stresses are maximum on the surface, the introduction of surface compression by heat treatment is an effective way to give the glass greater load-carrying capacity.
Stress-concentrating flaws occur randomly on the surface of the glass and can vary significantly from one panel to the next. Therefore the strength of glass is typically defined by what is called a “statistical probability of breakage” (SPB). This results from the statistical probability surface flaws will be present on the glass, and the ability of these flaws to concentrate stress from external loads and cause fracture. The common industry design standard for SPB of architectural glass upon first application of the design load (e.g. wind load) is eight lites per 1000 (8/1000). A designer may select a lower SPB, say 1/1000, for applications such as overhead glazing (e.g. glass sloped 15 degrees or more from vertical) and other critical “structural” applications (e.g. drilled, point-supported, or clamped glass).
 [3]
[3]Images courtesy Simpson Gumpertz & Heger
Spontaneous fracture
Spontaneous fracture is a term generally applied to the sudden breakage of fully tempered glass without any apparent external stress.
If fully tempered glass does break spontaneously, the residual tension built into the glass core drives cracks throughout the plate, producing a diced fracture pattern. If the fragments do not leave the opening after breakage, one can see a series of primary cracks radiating from the point of origin, in what is commonly called a “starburst” pattern (Figure 2).
Impurities can be introduced into glass during the melting of the raw ingredients in the furnace at the float plant. Many impurities are benign, but nickel sulfide (NiS) can be problematic.
The sulfur in NiS can be derived from sodium sulfate (Na2SO4), employed as a fining agent in the molten glass mixture. There is debate within the industry as to exactly how nickel is introduced into the mix, but commonly known causes include:
- contamination of raw materials;
- storage/handling equipment of raw materials; and
- inside surfaces of the furnace itself from nickel-bearing metals such as stainless steel.
Most float glass manufacturers are aware of the risks of contamination and include details within their quality assurance/control (QA/QC) procedures for minimizing contamination.
NiS is an unusual compound because it has different high and low-temperature crystalline structures, namely the alpha phase (i.e. high temperature, greater density, smaller volume, and less stable crystalline structure) and beta phase (i.e. low temperature, less dense, larger volume, and more stable crystalline structure). The cumulative effect of heat causes NiS particles to transition from the alpha to the beta phase. During the rapid cooling process of tempering, the NiS particle may be locked into its less-stable alpha phase. (The slow cooling process for annealed glass allows the NiS particle to transform from the alpha phase to the more-stable beta while the material is still soft and has the ability to accommodate the inevitable expansion without adverse consequences.)
If the NiS particle is locked in its alpha phase during the tempering process, it can eventually transition to the beta under the long-term effect of in-service heat from the sun or heating systems of the building. When this occurs in a particle locked in the mid-plane of the glass, its expansion, in conjunction with the residual tensile stress surrounding it, can propagate a micro crack or “vent” in the glass. When the vent reaches a critical length, the residual tensile stress in the glass core causes the crack to propagate throughout the lite and fracture spontaneously.
 [4]
[4]NiS-induced fractures show these characteristics:
- Two distinctive glass fragments at the fracture origin have a unique shape (roughly hexagonal or pentagonal) and are generally larger than the other fragments. This is often referred to as the “cat-eye,” “butterfly,” or “figure eight” pattern (Figure 3).
- The NiS inclusion is visible at the mid-plane of the fractured interface between the two cat-eye fragments (Figure 3). The inclusion, or “stone,” is spherical and approximately 0.1 to 0.2 mm (4 to 8 mils)
in diameter. - No apparent sign of localized crushing of the glass surface at the fracture origin (surface crushing indicates potential impact).
As discussed previously, all float glass (including annealed, heat-strengthened, and fully tempered) may contain NiS impurities. However, NiS-induced fracture occurs only in fully tempered glass. The authors are not aware of any incidents of spontaneous fracture attributed to NiS in annealed or heat-strengthened glass, as long as the heat-strengthened variety has its RCSS within the limits (i.e. 24,132 to 51,711 kPa) set forth in ASTM C1048. One of the reasons for limiting the RCSS of heat-strengthened glass to this range is to provide a moderate level of strength increase over annealed glass, but limit the RCSS safely below the minimum RCSS of 68,948 kPa of fully tempered glass at which NiS-induced fracture is known to occur. The authors have found NiS-induced fractures in glass with RCSS at 56,537 kPa (8200 psi) or above. This level of RCSS provides sufficient residual tensile stress around a NiS particle, located mid-plane, to propagate fracture if and when the impurity undergoes its phase transformation.
Glass is manufactured in large batches. Once there is at least one NiS-induced fracture of fully tempered glass on a building, it is likely there will be others from the same contaminated manufacturing batch. The probability of NiS-induced fracture in a given population of fully tempered glass is unpredictable because of many variables such as:
- the likelihood and quantity of contaminates in the furnace;
- the potential location of inclusion within the tension zone of the glass; and
- the probability of the NiS occurring in the less-stable alpha phase.
Once fracture occurs, the possibility of the glass fragments remaining in place (i.e. retained in the frame) is also unpredictable and dependent on a variety of factors including, but not limited to:
- size and thickness of glass;
- exposure to post-fracture lateral forces such as from air movement (e.g. wind);
- magnitude of energy release during fracture
(a function of magnitude of residual stress built into the glass); - location of NiS inclusion within the glass;
- presence of laminating interlayers; and
- adhesion/stiffness of glass retention by the perimeter frame.
Therefore, unless the fractured lite is laminated to an unbroken lite, there is no definitive set of circumstances under which one can feel confident the fragments will be retained in place after fracture. Additionally, although a laminated sheet of glass retains the fractured lite, the laminated lite will no longer have the same stiffness or resistance to in-service loads.
Industry practice
It has been recognized in the architectural glass industry for decades fully tempered glass can fracture spontaneously due to the presence of NiS impurities. For this reason, it is, and has been, well understood monolithic, fully tempered glass should be avoided in applications where a fracture and glass fall-out pose a substantial risk of harm to people or property. A major glass manufacturer addressed this issue in a technical bulletin, first published in 1988. In this document, the manufacturer confirmed this inherent susceptibility of fully tempered glass to spontaneous breakage in-service, and refused to knowingly supply monolithic, fully tempered glass for “street wall” applications.
In some cases, fully tempered glass is mandated by the building code (e.g. safety glazing and fireman knock-out panels) or required for strength (e.g. to resist high thermal stress or tension due to design loads), as is often the case for point-supported and other similar “structural” glass applications (as a result of high tensile stresses around the anchors and glass fittings). In these cases, where monolithic, fully tempered glass is unavoidable, major glass manufacturers have advised for years the glass should be heat-soak tested as a means to reduce the risk of in-service breakage due to NiS inclusions.
| DISPELLING MYTHS ABOUT SPONTANEOUS FRACTURE |
| The terms discussed regarding fully tempered glass, spontaneous fracture, and heat-soak testing can be confusing. This has led to misinformation, false claims, and myths as discussed and clarified below.
Myth #1: If glass on a project has a statistical probability of breakage (SPB) of 8/1000, one should expect to have eight broken lites of glass for every 1000 pieces of glass on the building during construction or in-service. Myth #2: Heat-soak testing reduces SPB from 8/1000 to 5/1000. Myth #3: Heat-soak testing eliminates all risks of spontaneous breakage of fully tempered glass in-service. Myth #4: NiS-induced spontaneous fracture of fully tempered glass runs its course in the first three to seven years, after which breaks will eventually stop. |
 [5]
[5]Photo courtesy Agnora.
Heat-soak testing
Heat-soak testing is a process whereby fully tempered glass is put back into a furnace and held there at a specific temperature for a period of time in order to induce any NiS inclusions to undergo their phase transformation, and thus break the glass during the test in the furnace rather than on the building in-service (Figure 4). The most widely used industry standard for heat-soak testing is the European code EN-14179, Glass in Building – Heat Soaked Thermally Toughened Soda Lime Silicate Safety Glass, which includes the following requirements:
- dwell temperature of 290 C (550 F) +/- 10 C (18 F) (i.e. temperature below the annealing point at which the RCSS from tempering could be reduced);
- dwell time of two hours, commencing when all of the glass surfaces have reached the required temperature; and
- separation of glass panes without hindering airflow (e.g. minimum 20-mm [0.8-in.] gap between panes) to ensure even heat distribution around the glass surfaces.
When carried out properly in accordance with EN-14179, heat-soak testing significantly reduces, but does not eliminate, the risk of NiS-induced fracture in-service. The authors’ experience with NiS-induced breakage over the last 40 years shows only one isolated example of NiS-induced fractures in fully tempered glass panels that were allegedly heat-soak tested. While heat-soak testing is effective in reducing the risk of in-service spontaneous breakage due to NiS impurities, it is not a guarantee. Further, heat-soak testing adds another step to the manufacturing process and comes at additional cost and production time. The spontaneous breakage in the furnace can also damage adjacent unaffected glass panels during the test.
Some manufactures provide warranties to replace glass broken in-service due to verifiable NiS inclusions if the glass was heat-soak tested, and the breakage exceeds a certain percentage (e.g. greater than five lites per 1000 or 0.5 percent of the total number of glass panels). In this case, on a building with 400 glass panels, the owner is responsible for paying for the replacement of the first two broken panels, and every other broken panel thereafter would be covered by the manufacturer. These warranties typically include the cost of the replacement glass material and installation labor and are limited to five years from the date of manufacture. These warranties, however, often do not cover mitigation or remediation measures (e.g. adding protective film to unbroken glass panes to help hold fragments in place in case future breakage occurs) or consequential injury/damages to people and property associated with spontaneous glass breakage.
Non-destructive testing
In-place, non-destructive test methods for identification of NiS inclusions in fully tempered glass, which could eventually lead to spontaneous fracture, are generally impractical. Several methods have been tried for locating NiS inclusions on in-service glass (e.g. ultrasound, laser imaging, photographic, and light detection), in the hope of identifying potential inclusions before they break the glass. These methods are labor intensive, time consuming, expensive, require specialized equipment, and highly prone to user error. Even if an inclusion is found near the mid-plane of the glass, the crystalline state of the NiS is still unknown. So, one does not know if the phase transformation has already taken place and whether the inclusion is benign or not.
Post-fracture testing and verification
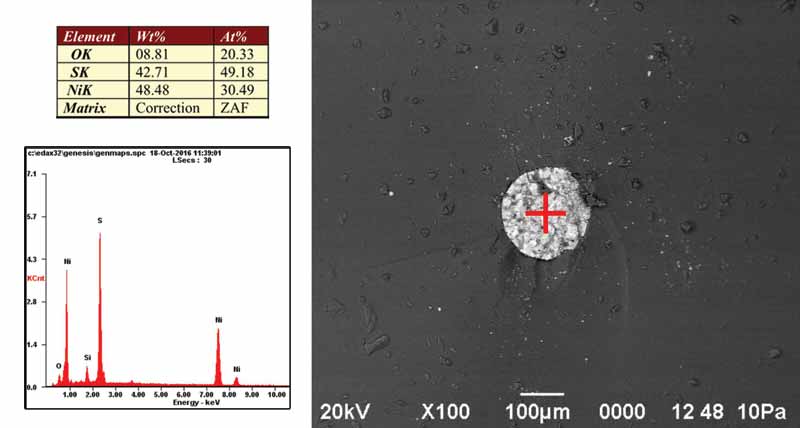
The classic signs of a NiS-induced break include the distinctive “cat-eye” fragments at the fracture origin and no apparent localized crushing of the outer surface of the glass. Visual inspection can determine if the glass at the fracture origin remains intact in the opening. To determine conclusively the cause of breakage was NiS inclusion, the cat-eye glass fragments should be tested in a laboratory (Figure 5).
 [6]
[6]Image courtesy Simpson Gumpertz & Heger
Recommendations
The authors recommend consideration of the following when specifying glass on projects.
Consider using heat-strengthened glass at all exterior applications wherever possible, as it provides greater strength to resist structural loads and thermal stress when compared to annealed glass, without the risk of spontaneous fracture and likelihood of post-fracture glass fall-out associated with fully tempered glass.
It is important to not accept use of fully tempered glass without reviewing structural and thermal stress calculations confirming it is in fact required, as one may be taking on unnecessary risk in employing fully tempered glass when heat-strengthened glass would suffice. Additionally, fully tempered glass is sometimes produced in lieu of heat-strengthened at the convenience of glass manufacturers (and without approval) for economic reasons, and not because of code or strength requirements. (Heat-strengthened glass requires more stringent temperature and control during the quenching process than fully tempered, and therefore, can be more time-consuming and costlier to produce.). In any case, design professionals should not accept fully tempered glass unless its requirement for the project is proven.
One can also consider providing laminated glass to avoid the use of monolithic, fully tempered glass to meet safety glazing code requirements, as well as utilize available code exceptions. Section 2406.4.3, “Glazing in Windows,” of the International Building Code (IBC) 2015, for example, allows for the following exceptions to the safety glazing:
- if a horizontal rail is installed 866 to 965 mm (34 to 38 in.) above the finished floor surface; or
- he outboard lite of an IGU where the bottom exposed edge is greater than 7 m (25 ft) above an exterior walking surface.
If these alternative options are not available for the project, and monolithic, fully tempered glass is unavoidable, the authors recommend the following:
- heat-soak test all monolithic, fully tempered glass in accordance with EN-14179;
- utilize reputable glass manufacturers and fabricators who will address the risks associated with the use of fully tempered glass;
- require QA/QC procedures of glass manufacturers to minimize risks of float glass contamination;
- require factory logs documenting heat-soak testing of all monolithic, fully tempered glass on the project in accordance with EN-14179; and
- seek records of glass manufacturers’ past spontaneous breakage events and how they were resolved.
Conclusion
Although the percentage of buildings experiencing spontaneous breakage of fully tempered glass due to NiS inclusions is low, if a batch of glass is contaminated, the incidence of breakage on a particular building can be quite high. Since the likelihood of spontaneous fracture of fully tempered glass is unpredictable, the issue needs to be addressed on all buildings for which the use of monolithic, fully tempered glass is being considered. For example, consider the risk of spontaneous breakage of a non-heat-soak tested, monolithic, fully tempered glass as the exterior lite of an IGU installed in an all-glass curtain wall high-rise in a heavily populated downtown environment with active sidewalks below—is this a tolerable risk the design and construction team is willing to take?
Owners do not expect the glass on their buildings to fracture spontaneously, inviting injury and damage, nor should they. After nearly 60 years of manufacturing knowledge about the inherent susceptibility of fully tempered glass to NiS-induced spontaneous fracture, and 30 years after the issuance of the technical bulletin on the subject, it is time to fully address the issue, which continues to plague the industry to this day. For most projects, there are viable alternatives to the use of monolithic, fully tempered glass. Where monolithic, fully tempered glass is absolutely required, there are techniques to minimize these inherent risks. All parties of the design and construction team need to have frank, early discussions about these inherent risks to foster informed decision-making for the project at hand.
John A. Jackson, AIA, is project manager at Simpson, Gumpertz & Heger in Washington, D.C. Jackson holds bachelor of architecture and master of engineering (structural) degrees, from the Pennsylvania State University. He has more than 14 years of experience in building enclosure design and consulting, with particular expertise in curtain walls, custom glazing systems, structural glass, and glass investigations. He is an active member of the ASTM Subcommittee E06.52, “Glass Use in Buildings,” and regularly lectures on building enclosure design. Jackson can be reached at jajackson@sgh.com[7].
Thomas A. Schwartz, PE, is a senior consulting principal at Simpson, Gumpertz & Heger in Boston. Schwartz holds a bachelor of science degree in civil engineering from the Tufts University and a master of science in materials engineering from the Massachusetts Institute of Technology. For more than 40 years, Schwartz has conducted field and laboratory investigations, and produced new and remedial designs for building enclosure systems, including curtain walls, glazing, roofing, waterproofing, and masonry. He has been active in national standards development and research on various topics related to the construction industry, is a fellow of ASTM International, and past chair of the ASTM board of directors. Schwartz can be reached at taschwartz@sgh.com[8].
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Opener-croppedjpg.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Figure-1_Image-courtesy-of-Vitro-Architectural-Glass.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Figure-4_Image-courtesy-of-Simpson-Gumpertz-Heger.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Fig3.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Figure-7_Image-courtesy-of-Agnora.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/07/Figure-8_Image-courtesy-of-Simpson-Gumpertz-Heger.jpg
- jajackson@sgh.com: mailto:jajackson@sgh.com
- taschwartz@sgh.com: mailto:taschwartz@sgh.com
Source URL: https://www.constructionspecifier.com/fully-tempered-glass-and-spontaneous-fracture/