How specifying powder coatings contributes to sustainable design
by arslan_ahmed | June 15, 2023 4:00 pm
 [1]
[1]By Fiona Levin-Smith
Powder coatings have been around for a long time. Most people know them as tough, beautiful, protective coatings, used on metal substrates
and available in many colors. However, what many people
do not realize is there are different types of powder coatings with different performance capabilities.
Architectural grade powders are performance coatings designed specifically for architectural applications. As such, they have excellent technical capability, display great weatherability, color and gloss retention, corrosion and humidity resistance—while delivering a beautiful finish. A factory-applied finish, powder coatings are electrostatically applied and cured in an oven where heat creates a chemical reaction to turn it from a powder into a protective film.
These performance coatings offer a variety of colors and effects, alongside the same types of warranties as liquid coatings, but with an improved sustainability footprint.
Manufacturing and application
Essentially, a powder coating is a type of paint. Instead of relying on solvents or water, powder coatings are typically made by combining measured amounts of raw materials, which include resins, pigments, crosslinkers, and more, into a mixer. Once the ingredients are combined, the mixture is melt-mixed in an extruder and then cooled and broken into chips. The thin, brittle chips are then milled and sieved to make a fine powder.
In the architectural world, powder is usually applied to metal substrates such as aluminum or steel. Ensuring those metal substrates receive the correct pretreatment is an important part of the coating process and in achieving performance goals. The pretreatment options differ between aluminum—which is often a chrome or non-chrome conversion coating—and steel, where etching and blasting is also an option.
Once the metals have been properly pretreated, they are ready to be coated. Applying the powder is also slightly different from what one might think of when a traditional “paint” comes to mind. The most common form of application in the U.S. is through electrostatic spray application. To apply the powder, the metal parts, whether its extrusion for curtain wall, window frames or doors, are hung on a conveyor and the parts are grounded.1
The powder is placed in a hopper, usually a sealed stainless-steel container which has a perforated plastic membrane on the bottom. This membrane has tiny holes in it that allow compressed air to enter the container and constantly ‘fluff’ the powder to showcase flows around and inside the hopper. This does not turn the powder into a liquid, but it does make it behave like a liquid, so the powder can then be pumped up from the hopper, through a hose, and into a powder gun.
 [2]
[2]At the end of the powder gun, there are electrodes. Upon firing the powder gun, the powder is discharged and picks up the electrostatic charge from the electrodes at the end of the gun. As the substrate is grounded, the powder is attracted toward the parts. A film of powder is built up to the required thickness on the part, and the coated parts go into the oven.
Each powder comes with its own cure schedule that informs the coater how hot the oven should be and for how long it should cure. Once the substrate heats up and reaches the designated temperature, the powder melts, flows, gels, and cures, leaving a beautiful, durable, scratch resistant film.
Sustainable design
Powder coatings deliver an impressive array of sustainability advantages. As the Powder Coating Institute (PCI) states, “Powder coatings contain no solvents and therefore emit negligible, if any, polluting VOCs into the atmosphere.”2 This includes all architectural grade powders. There is no need to worry about VOC limits or for the need for a thermal oxidizer to remove solvent/VOCs because they are simply not there in the first place.
Powder coatings can also be reclaimed and reused or recycled. Similar to liquid paints, not all the powder product makes it onto the substrate. The coating that does not make it onto the part is often referred to as “overspray.” However, unlike liquid paints, overspray can be reclaimed and mixed in with “virgin” powder and reused or recycled.
Most powder applications on aluminum only require a single coat to look great and deliver the technical performance expected from architectural performance coatings. This significantly reduces the amount of product used, alongside the amount of energy and time to apply multiple coats.
DSM, a global science-based company specializing in health and nutrition, did a study on carbon which concluded that powder coatings have a lower carbon footprint than equivalent solvent borne liquid paints.1 In addition, there are comparisons that highlight powder outperforming both liquid and anodizing paints in the testing required for Environmental Product Declarations (EPDs), including global warming potential (GWP)—which is now being used to measure embodied carbon.
There are several powder coating manufacturers with EPDs for their architectural grade performance powders—delivering third-party verification and enabling the design community to meet sustainability goals, whether they are internal objectives in practicing sustainable design, or an accreditation such as Leadership in Energy and Environmental Design (LEED) or Declare. Health Product Declarations (HPDs) may also be available for interior grade powder products.
 [3]
[3]The sustainability advantages of architectural powder are impressive. To understand the technical performance and additional benefits, one must go back to the basics and look at what is a powder coating, how it is manufactured and applied and the technical performance capabilities.
How do powders perform?
There are many different types of powder coatings made from different ingredients to deliver various performance capabilities. Some of the most important ingredients include the pigments, hardeners, and resins. Combinations of various pigments give the powders their colors. There are thousands of colors, metallics, and special effect options to choose from. There are also different ‘grades’ of pigments; for example, manufacturing superior performance coatings with extended color retention requirements of 20 years to certain performance parameters would require different pigments than coatings with only a one-year color retention requirement.
Crosslinkers, or hardeners as they are also known, are also an important ingredient. Once the powder is applied, the hardeners are activated by heat in the oven and the powder crosslinks, essentially undergoing a chemical reaction, to turn from a powder into a durable, solid film.
Similar to other types of paint, the resin in the coating delivers a lot of the technical capability. Different performance capabilities are derived by utilizing the various properties of different types of resin. For example, if excellent chemical and stain resistance is required, then an epoxy resin would be a great choice. In the architectural world, exterior weathering and durability, including protection from the effects of humidity and resistance to salt, are desirable in an exterior performance coating. In this case, a fluoropolymer or super durable polyester resin would be a great fit based on the level of performance required. Handel Architects chose a FEVE fluoropolymer powder for the exterior curtain wall system of their 15 East 30th, New York project, as it offers long term color and gloss retention and durability.
There are other raw materials used in a powder; antioxidants, fillers, metallic, or mica if a sparkle or shimmer effect is required; however, the ingredients mentioned previously are some of the most important.
In terms of the powder itself, regardless of chemistry or product type, it pretty much looks the same in its raw form. The application process is also basically the same, and in architectural applications, the powder delivers a tough, thermosetting finish that also delivers those great sustainability advantages.
Powders and the FGIA performance coating specifications
There are powder coatings that will meet and exceed the performance requirements of the Fenestration and Glazing Industry Alliance’s (FGIA’s) coating specifications.
The FGIA, previously known as the American Architectural Manufacturers Association (AAMA), developed three architectural performance coating specifications: AAMA 2605, AAMA 2604, and AAMA 2603.
Many people in the design community know the FGIA coating specifications in conjunction with liquid paint. However, it is key to note these specifications are for coatings, so whether it is a powder or a liquid coating, these specifications still apply.
The three coating specifications are designed to outline exactly what can be expected from a coating that meets the performance requirements of each specification. Each one requires a certain number of chemical, mechanical, and weathering tests to be completed and lays out the test method—with many of them being ASTM tests—and minimum performance requirements for each.
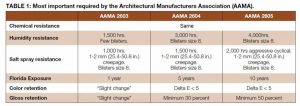 Some of the most important tests the FGIA requires are outlined in Table 1. There are many more tests than the ones outlined in the table, but these tests are some of the most telling.
Some of the most important tests the FGIA requires are outlined in Table 1. There are many more tests than the ones outlined in the table, but these tests are some of the most telling.
The FGIA specifications are a great way to specify performance coatings, whether powder or liquid. This way, one gets to specify the performance they want, rather than the type of coating. Stating the AAMA specification required gives an absolute minimum performance level that must be met, and prevents a contractor from simply getting any coating in the right color, regardless of performance.
There are several different types of powder coatings that will meet and exceed the performance requirements of the FGIA coating specifications, but some of the most common are as follows.
Fluoropolymer powders
Just like fluoropolymer liquid coatings, fluoropolymer powder coatings will also meet and exceed the performance requirements of AAMA 2605 and make an excellent extrusion coating used on curtain wall, windows, doors, panels, and facade elements.
The most used fluoropolymer powder utilizes fluoroethylene vinyl ether (FEVE) fluoropolymer resin to deliver a single coat powder coated finish that will meet and exceed the performance requirements of AAMA 2605.
 [4]
[4]There are some manufacturers using poly vinyl difluoride (PVDF) fluoropolymer resins, which similar to their liquid equivalents, are two coat systems, however, this is not as common as fluoropolymer powders using FEVE resins.
Similar to equivalent liquid PVDF fluoropolymers, FEVE fluoropolymer-based powder delivers a superior performance coating, is available in the same colors, metallics, and even textured effects, and often comes with a 20-year warranty when applied by registered applicators to architectural aluminum. There are some incredible buildings around the world that have utilized FEVE fluoropolymers on facade elements such as curtain wall and windows.
Super durable powders
Many super durable polyester powders will meet and exceed the performance requirements of AAMA 2604. They use a super durable polyester resin to deliver great exterior weathering and often come with a warranty when applied by registered applicators to architectural aluminum. They are also a very hard, tough, scratch-resistant film, and for this reason, are often used on commercial storefront and windows. There are also many examples of super durable powders being utilized on some interior applications where long-term color retention is beneficial, as they offer great value for money.
Standard polyester powders
Powders utilizing a standard polyester resin system will often meet and exceed the performance requirements of AMAA 2603. The 2603 performance specification has a more limited exterior weathering requirement; therefore, this type of coating is often used on interior applications or on lower value exterior applications. Standard polyester powders are available in an enormous range of colors and special effects. Alongside the metallics and fine textures available in the exterior grade powders, hammerstones, veins, heavier textures, wrinkles, and even glow-in-the-dark formulations are possible in a standard polyester formulation.
It is not a given that all powder formulations utilizing these types of resins will meet the AAMA performance requirements outlined above, so it is always worth noting the performance specification (e.g. AAMA 2604), as well as the type of architectural powder coating.
The key differences between liquid and powder performance coatings
Powder coatings on aluminum are often a single coat application. This includes an AAMA 2605 level as well. FEVE fluoropolymer powders will deliver the same performance as their equivalent liquid PVDF coatings, but in a single coat. A primer is not required, nor is a clear coat, even with metallic/mica effect coatings. The reasons for this are differences in how these coatings are made and the ingredients used, but powder coatings are most often a single coat application.
A two-coat application is common with steel. The pretreatment options for steel are very different, and as such, a powder primer is often recommended with steel substrates. If corrosion is a concern, then a zinc rich powder primer can be utilized. The powder topcoat is then applied.
Powder is a thermosetting coating, whereas liquid is thermoplastic. As a thermosetting coating, once applied and in the oven, powder undergoes a chemical reaction that causes it to crosslink and harden into a hard, infusible, and insoluble film. Once cured, thermosetting coatings cannot be re-melted.
Thermoplastic coatings, on the other hand, are coatings that soften and become fluid when heated and harden again when cooled. Unlike thermosetting coatings, they do not undergo any chemical change when heated, and can be re-melted and re-dissolved.
Architectural grade powder coatings deliver great film integrity, as well as excellent scratch resistance. Powder coatings are inherently tough, with the thermosetting properties delivering an improved scratch resistance of around 4H in a pencil hardness test compared to only around an “H” result for liquid paint.
There are so many finishes available in powder. Solid colors and metallic or mica finishes in thousands of shades are available, but so are anodic style finishes and even textures, plus a great range of gloss levels depending on the product type. For example, in FEVE fluoropolymer powder, there are options from low gloss of around 20 to 25, through to a high gloss of 70. In a polyester-based powder, it may go as low as a five gloss and up, and as high as a 90 gloss, and anywhere in between.
Powder also delivers great abrasion resistance, as demonstrated in both Taber and sand abrasion testing, and improved performance against damage. It may seem obvious, but in the construction world this is important, as the need for replacements and touch-ups is much decreased. Powder can also offer superior protection against mechanical damage in high use or high traffic areas. The thermosetting properties of powder also mean the coated surface is less susceptible to the settling of dirt and mildew growth.
Is there a color or gloss warranty with performance powders?
The simple answer is yes. This will depend on the powder manufacturer, and most powder companies require warrantied finished to be applied by a registered applicator—a professional powder coater who has been through rigorous testing and regular retesting to ensure they can apply powders to meet the above performance requirements. Most of the liquid coating warranties that are used in the architectural world are built around the FGIA coating specifications. As such, there are equivalent warranties available with equivalent powders.
The most asked about is a twenty-year color and gloss warranty for coatings that meet and exceed the performance requirements of AAMA 2605. Many powder coating manufacturers will offer a twenty-year color and gloss warranty when applied by a registered applicator to aluminum, and as with equivalent liquid performance coatings, warranties are generally not given for steel substrates. Likewise, warranty on aluminum is dependent on color, for example, bright oranges and reds are very difficult to achieve in 2605 level coatings, and as such are generally not warrantied.
Finishing specification language
There are a whole host of technical and functional benefits in using architectural grade powder coatings, plus the enviable sustainability advantages and array of colors and effects. Adding architectural powder to the project specification is a great way to show demand for a more sustainable product. In fact, specifiers can often be a force of change toward more sustainable products, as including them in the project specification signals demand to the market.
When it comes to specifying powder, there are some slight differences in the specification language to consider. For example, when specifying AAMA 2605 coatings, the current liquid specification probably states something along the lines of two-coat system, containing no less than 70 percent PVDF resin content.” In this instance, a change to the number of coats is needed, as FEVE fluoropolymer powders are a single-coat application and still meet AAMA 2605. Likewise, a clear coat is not required for metallic effects, so the single coat language remains the same even up against three- or four-coat liquid systems. Similarly, if FEVE fluoropolymer powders are used to meet the AAMA 2605 specification, then the resin type and content needs to be updated.
The Powder Coating institute (PCI) has free guide specifications, as do many powder coating manufacturers. There is no need to take liquid out of the project specification—simply add powder in, show demand for the more sustainable product, and most importantly, specify the performance of the coating.
Notes
1 Read to learn more about ‘grounding’ from Science Direct, www.sciencedirect.com/science/article/abs/pii/S037851731630299X[5].
2 Visit the Powder Coating Institute (PCI) to learn more about powder coatings, www.powdercoating.org/page/EnviroImpact[6].
 Author
Author
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2023/06/Sierra-Pacific-aluminum-clad-windows-Architect-PETER-LYNCH-Builder-Pete-and-Jen-Lynch-Signature-Builders-Group-LLC-Photographer-Karli-M-Photography.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2023/06/111-W57-New-York-NY-Credit-JDS-SHoP-Architects.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2023/06/9th-and-Lenora-Seattle-WA-Photocredit-IFS-Coatings.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2023/06/DSNY-New-York-NY-Photo-Credit-IFS-Coatings.jpg
- www.sciencedirect.com/science/article/abs/pii/S037851731630299X: https://www.sciencedirect.com/science/article/abs/pii/S037851731630299X
- www.powdercoating.org/page/EnviroImpact: https://www.powdercoating.org/page/EnviroImpact
Source URL: https://www.constructionspecifier.com/how-specifying-powder-coatings-contributes-to-sustainable-design/