


by Alana Fossa and John Krzywicki
The appearance of batch, hot-dip galvanized (HDG) steel can be an enigma. Variations in initial coating appearance from one project to the next and the natural weathering of HDG steel often cause confusion and misaligned expectations within the design community. Design professionals may expect all galvanized steel to consistently maintain a shiny, smooth, or spangled finish common to that of galvanized sheet metal (think HVAC ductwork or corrugated panels) and end up with a matte gray coating once the HDG steel is installed at the jobsite. This can lead to frustration on projects where a certain aesthetic is expected.
It is difficult for the batch, hot-dip galvanizer to precisely control the metallurgical reaction between iron and zinc that forms the HDG coating. Producing consistent coating appearances on the varying steel articles they process each day is an impossible task. Design, specification, steel chemistry, and fabrication practices all have an influence on the HDG coating appearance. Although appearance does not affect the durability or corrosion resistance of HDG steel, it can impact the intended use of the product. With proper communication between the design professional, fabricator, and galvanizer, most appearance concerns can be mitigated. However, when projects demand a particular aesthetic, post-treatments can be applied to the galvanized surface to alter the final appearance. These post-treatment options essentially provide unlimited final appearances for HDG steel.
Initial HDG appearance
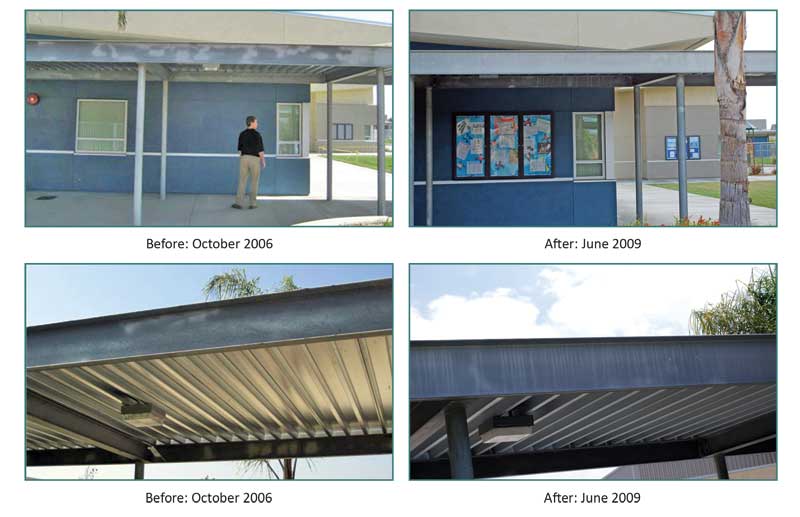
As the zinc coating is exposed to natural wet-dry cycles in the environment, it begins to form a passive layer of corrosion products on the surface. After a period of six months to two years, a zinc patina will develop fully. The zinc patina formation creates a matte, uniform, and weathered gray appearance—evening out the differences that may have existed originally (Figure 1). Initial inconsistencies in the coating weather away after a short time and the appearance for the bulk of steel’s service life will be uniform. This property of galvanized steel is important for applications that may not be extremely sensitive to aesthetics.
Design and specification
The initial appearance of HDG steel is difficult to predict and control for various reasons, including design, specification, steel chemical composition, stress induced during steel processing, and cooling rates after galvanizing (Read the American Galvanizers Association’s (AGA’s) Publication on Hot-dip Galvanized Coating Appearance (2016)). In fact, HDG steel is known to take on a variety of initial appearances from bright and shiny, dull, spangled, mottled, or even matte gray (Figure 2). These differences can occur between individual pieces and even within sections of the same piece.

Many do not realize the galvanizer has limited control over the surface appearance and finish of the HDG coating. Instead, a combined effort and open communication between the design professional, fabricator, and galvanizer are required for optimal corrosion protection and aesthetics. Specifiers should consult ASTM A385, Standard Practice for Providing High-quality Zinc Coatings (Hot-dip), for design and fabrication practices to optimize steel parts for improved hot-dip galvanizing. The foundation of the specification is proper steel selection, as it has the greatest impact on the initial appearance, smoothness, structure, and thickness of the galvanized coating. The specification also identifies design issues, such as overlapping surfaces, different thickness of material in an assembly, moving parts within an assembly, and through-holes, which require special attention to deliver a coating. Of utmost importance in this specification are details for venting and drainage holes to accommodate the free flow of cleaning solutions, and air and zinc necessary for a smooth and consistent coating. These details, along with galvanizing best practices, will not only produce high-quality galvanized coatings, but also increase aesthetics, reduce costs, and improve turnaround.
Case study: Cliffwalk at the Capilano Suspension Bridge
Reaching out over a misty expanse of evergreen foliage, the Cliffwalk at Capilano Suspension Bridge in Vancouver, British Columbia, Canada, dares visitors to tread out over the open canyon below and take in the scenic view from the unique perspective of a rock climber. The Cliffwalk’s location makes it difficult to maintain or repair, as the arc hangs 90 m (295 ft) above the river below. Further, the attraction is located only a few miles from the Pacific coastline that surrounds Vancouver, making corrosive moisture in constant contact with the exposed steel elements. HDG steel was blended with other materials, such as wood, glass, aluminum, duplex coated steel, and weathering steel to create a light, airy feel. The natural, matte gray aesthetic of HDG steel blends easily into the cliff face and forest environment without detracting from the beautiful natural surroundings. Aesthetics and sustainability were of key importance to this project, and hot-dip galvanizing delivered on both.

