Improving the appearance of hot-dip galvanized steel
by maz_atta | April 30, 2021 12:00 pm
 [1]
[1]by Alana Fossa and John Krzywicki
The appearance of batch, hot-dip galvanized (HDG) steel can be an enigma. Variations in initial coating appearance from one project to the next and the natural weathering of HDG steel often cause confusion and misaligned expectations within the design community. Design professionals may expect all galvanized steel to consistently maintain a shiny, smooth, or spangled finish common to that of galvanized sheet metal (think HVAC ductwork or corrugated panels) and end up with a matte gray coating once the HDG steel is installed at the jobsite. This can lead to frustration on projects where a certain aesthetic is expected.
It is difficult for the batch, hot-dip galvanizer to precisely control the metallurgical reaction between iron and zinc that forms the HDG coating. Producing consistent coating appearances on the varying steel articles they process each day is an impossible task. Design, specification, steel chemistry, and fabrication practices all have an influence on the HDG coating appearance. Although appearance does not affect the durability or corrosion resistance of HDG steel, it can impact the intended use of the product. With proper communication between the design professional, fabricator, and galvanizer, most appearance concerns can be mitigated. However, when projects demand a particular aesthetic, post-treatments can be applied to the galvanized surface to alter the final appearance. These post-treatment options essentially provide unlimited final appearances for HDG steel.
 [2]
[2]Initial HDG appearance
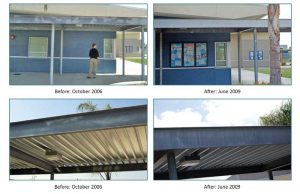
As the zinc coating is exposed to natural wet-dry cycles in the environment, it begins to form a passive layer of corrosion products on the surface. After a period of six months to two years, a zinc patina will develop fully. The zinc patina formation creates a matte, uniform, and weathered gray appearance—evening out the differences that may have existed originally (Figure 1). Initial inconsistencies in the coating weather away after a short time and the appearance for the bulk of steel’s service life will be uniform. This property of galvanized steel is important for applications that may not be extremely sensitive to aesthetics.
Design and specification
The initial appearance of HDG steel is difficult to predict and control for various reasons, including design, specification, steel chemical composition, stress induced during steel processing, and cooling rates after galvanizing (Read the American Galvanizers Association’s (AGA’s) Publication on Hot-dip Galvanized Coating Appearance (2016)). In fact, HDG steel is known to take on a variety of initial appearances from bright and shiny, dull, spangled, mottled, or even matte gray (Figure 2). These differences can occur between individual pieces and even within sections of the same piece.
 [3]
[3]Many do not realize the galvanizer has limited control over the surface appearance and finish of the HDG coating. Instead, a combined effort and open communication between the design professional, fabricator, and galvanizer are required for optimal corrosion protection and aesthetics. Specifiers should consult ASTM A385, Standard Practice for Providing High-quality Zinc Coatings (Hot-dip), for design and fabrication practices to optimize steel parts for improved hot-dip galvanizing. The foundation of the specification is proper steel selection, as it has the greatest impact on the initial appearance, smoothness, structure, and thickness of the galvanized coating. The specification also identifies design issues, such as overlapping surfaces, different thickness of material in an assembly, moving parts within an assembly, and through-holes, which require special attention to deliver a coating. Of utmost importance in this specification are details for venting and drainage holes to accommodate the free flow of cleaning solutions, and air and zinc necessary for a smooth and consistent coating. These details, along with galvanizing best practices, will not only produce high-quality galvanized coatings, but also increase aesthetics, reduce costs, and improve turnaround.
Case study: Cliffwalk at the Capilano Suspension Bridge
Reaching out over a misty expanse of evergreen foliage, the Cliffwalk at Capilano Suspension Bridge in Vancouver, British Columbia, Canada, dares visitors to tread out over the open canyon below and take in the scenic view from the unique perspective of a rock climber. The Cliffwalk’s location makes it difficult to maintain or repair, as the arc hangs 90 m (295 ft) above the river below. Further, the attraction is located only a few miles from the Pacific coastline that surrounds Vancouver, making corrosive moisture in constant contact with the exposed steel elements. HDG steel was blended with other materials, such as wood, glass, aluminum, duplex coated steel, and weathering steel to create a light, airy feel. The natural, matte gray aesthetic of HDG steel blends easily into the cliff face and forest environment without detracting from the beautiful natural surroundings. Aesthetics and sustainability were of key importance to this project, and hot-dip galvanizing delivered on both.
Refining the appearance of HDG steel
The engineer and/or architect often have the greatest influence on the appearance of the HDG coating; much more than the galvanizer. Specification and design practices are highly influential on the initial and final appearance of the coating as well as the overall quality. This makes it important for the design professional to communicate the intended use of the product with the galvanizer and fabricator early in the project to ensure expectations are set and responsibilities are clearly defined.
 [4]
[4]The final appearance and finish requirements for HDG coatings are provided in ASTM A123, Standard Specification for Zinc (Hot-dip Galvanized) Coatings on Iron and Steel Products. As ASTM A123 was not originally intended to provide an aesthetic finish, many natural and common surface conditions (i.e. runs, inclusions, roughness, or excess zinc) are acceptable under this standard if they do not affect the corrosion protection of the coating or intended use of the product. These allowances cause many specifiers to believe elevated aesthetics cannot be achieved for artistic designs and architectural members. In reality, these surface conditions can be reasonably ground, sanded, or filed after galvanizing to minimize their appearance, improve uniformity, and achieve a desired look for featured or showcase elements (i.e. architecturally exposed structural steel [AESS], façades, etc.). Further, designers have the option to specify additional design, fabrication, and coating requirements known to improve overall appearance while minimizing time and cost for smoothing after galvanizing.
For architects, the American Institute of Steel Construction (AISC) Category Matrix for Specifying Architecturally Exposed Structurally Steel (AESS) is recommended to communicate the desired aesthetic for AESS members requiring heightened aesthetics for surfaces and connections. Any combination of exceptions and/or increased requirements for hot-dip galvanizing should be defined using the Custom Elements (C) category based on viewing distance, function, and cost.
 [5]
[5]If a project’s design requirements go above and beyond ASTM A123 appearance and finish mandates, they must be clearly communicated to both the fabricator and galvanizer. Opening direct lines of communication early in the design process provides the best chance for improved appearance. For example, design professionals can work directly with galvanizers to optimize placement, quantity, and size of venting/drainage holes beyond the minimum requirements to avoid runs and clogs of zinc (Figure 3).
For any welded assemblies, aesthetics near the weld area similarly benefit from a greater attention to detail. Welding electrodes containing high silicon (> 0.25 percent Si) can cause thick and dark coatings in the area even if the weld is ground flat before galvanizing. Low-silicon welding electrodes can be specified to avoid a swollen appearance, but availability may be uncommon for some welding processes (e.g. gas-shielded flux cored arc welding [FCAW-G]) (Consult the AGA publication, Welding and Hot-Dip Galvanizing (2009)). The additional effort to grind and file welds, hollow structural section (HSS) seams, mill markings, and other raised surface conditions will minimize their appearance after hot-dip galvanizing, but are unlikely to eliminate them (Figure 4).
 [6]
[6]At an additional cost, design professionals may also recommend a commercial blast cleaning prior to hot-dip galvanizing to improve overall aesthetics, reduce the occurrence of thick and brittle coatings, and promote a more uniform appearance across assemblies containing different steel compositions and initial surface conditions.
Touch-up and repair materials
If the coating is damaged after hot-dip galvanizing, it is possible to specify a repair method to maximize aesthetics. ASTM A780, Practice for Repair of Damaged and Uncoated Areas of Hot-dip Galvanized Coatings, lists the following three methods for repair:
- zinc-based solder;
- zinc-rich paint; and
- thermal-sprayed zinc (zinc metallizing).
Zinc-based solders and thermal-sprayed zinc more closely match the appearance of galvanizing, but there are some limitations in addition to a higher investment. Zinc-rich paints economically provide suitable aesthetics if a matte gray one is utilized because the base galvanizing will weather to a similar color over time. A shiny or silver repair paint provides a more uniform appearance initially, but results in a permanent mixed appearance upon natural weathering of the galvanizing.
Although not an exhaustive list of additional methods to improve the appearance of batch, HDG products, the above tend to have the greatest impact beyond the design details available in ASTM A385. To help specifiers navigate other design and fabrication best practices for galvanizing, the American Galvanizers Association (AGA) provides the free publication, Design of Products to be Hot-Dip Galvanized After Fabrication[7].
Altering the appearance of HDG steel
Although it can be difficult to control the initial appearance of hot-dip galvanizing, design professionals continue to turn to it for a modern industrial appearance or to complement the surrounding environment with a neutral gray. Though HDG coatings provide a unique aesthetic, there are ways to alter its appearance for projects where a desired sheen or color is an important attribute of the overall design.
Newly galvanized parts will dull slowly as they weather naturally in the environment, but a prematurely matte surface is achieved by applying a zinc-phosphate conversion coating. This procedure is typically used for rural environments or wilderness areas where surface reflectivity must be reduced prior to installation for safety or environmental concerns. Some galvanizing plants can dull the coating using an immersion process, but a spray or immersion application may also be performed by a third party.
To alter coloration of the galvanized coating while preserving other interesting visual aspects of the metallic coating, metal surface treatments can provide a distinctive alternative. These post-galvanizing treatments do not affect the corrosion protection and are applied either by immersion in solution or spray application.
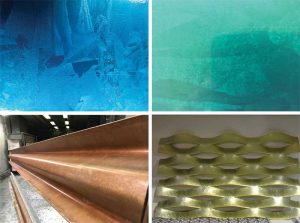 [8]
[8]Photo courtesy TecCoat Metal Treatments
For example, a natural earth tone can be achieved to blend galvanized components within a natural landscape by applying a color treatment that reacts with the zinc surface to develop a mottled and rustic, brown finish often associated with a historical aesthetic. The final effect is often compared to weathering steel. Where a more vibrant color is preferred, other passivation technologies, such as polymer-based, water- borne products specifically designed for use over zinc surfaces, can be spray applied. They dry within seconds to offer long-lasting translucent colors in a variety of hues (Figure 5). Due to the variety of initial appearances possible, it is impossible to guarantee spangles or other features will be visible underneath a translucent surface treatment.
Case study: Black Mountain Express ski lift
Ski lifts are built to provide safe mountain transportation for winter enthusiasts while also withstanding cold, wet winter conditions, and the abrasive dings and dents often incurred to recreation equipment. However, in some cases, such as when the ski lift operates in a United States Department of Agriculture (USDA) National Forest, minimizing the impact on the environment must also be considered. The USDA Forest Service has strict reflectivity requirements to limit the environmental impact of such structures. Since zinc is a naturally occurring element and is 100 percent recyclable, the HDG coating inherently limits environmental impact. However, its initial appearance can be bright and shiny, providing an unwanted contrast to the surrounding natural environment. To combat this issue, HDG coating on ski lifts at the Black Mountain Express Ski Lift, Colorado, was intentionally dulled using a zinc-phosphate conversion coating. This allowed the specifier to meet reflectivity requirements without sacrificing the maintenance-free corrosion protection provided by galvanized steel. Instead, the owner can enjoy decades of maintenance-free life while reaping the various benefits HDG steel provides in this application.
Project Neon Sign Structures with Nevada Department of Transportation
The recently completed Project NEON in Las Vegas, Nevada, was one of the largest public works projects in the state’s history. The Nevada Department of Transportation (NDOT) widened 6 km (3.7 mi) of the busiest stretch of Interstate 15 between Sahara Avenue and the “Spaghetti Bowl” interchange in downtown Las Vegas. This section of highway sees 300,000 vehicles daily, and over 25,000 lane changes an hour with traffic expected to double by 2035. Given the visibility and the size of this project, NDOT wanted the galvanized structures (e.g. overhead signs, cable railing, chain-link fence, monopoles, sign posts, guardrails, and end terminals) to have a more natural and rustic brown appearance. This was an ideal design choice for this iconic stretch of Interstate in downtown Las Vegas with its picturesque mountains and desert landscape. To achieve this aesthetic, the project team applied a proprietary galvanized steel surface treatment to give the structures an earthy brown finish. The solution is also low maintenance, which is ideal since this is the busiest highway in Nevada and NDOT wanted to mitigate traffic delays that would be necessary for touch-ups. Last but not least, because this treatment goes on top of galvanized surfaces, NDOT did not have to sacrifice the superior corrosion resistance afforded by hot-dip galvanized steel.
Painting or powder-coating over galvanizing
Where a certain color other than a natural, gray metallic is preferred, the HDG coating may be painted or powder-coated, known as a duplex system. In addition to a specified hue and texture, duplex systems provide improved longevity, 1.5 to 2.3 times the combined lifetimes of both systems, as the result of a synergistic effect between the coatings (Consult Duplex systems: Hot-Dip Galvanizing Plus Painting by J.F. Eijnsbergen, published in (1994)). Amsterdam: Elsevier. The paint or powder-coating should be specified based on the intended use of the part, application method, environmental concerns, and the desired appearance. For assistance in evaluating the available options designed to work well over hot-dip galvanized surfaces, it is best to consult a paint manufacturer directly or reference the Society for Protective Coating (SSPC) Guide 19, Selection of Protective Coatings For Use Over Galvanized Substrates. SSPC Guide 19 is a valuable resource to guide specifiers in selecting an appropriate liquid coating system for the duplex system.
Surface preparation is the most important step in ensuring the appearance and overall performance of painted or powder-coated HDG steel meets the desired expectations. The following standards clarify the steps necessary to prepare the galvanized surface for a wide range of liquid coating systems:
- ASTM D6386, Practice for Preparation of Zinc (Hot-dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Painting; and
- ASTM D7803, Practice for Preparation of Zinc (Hot-dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Powder Coating.
After coating selection and preparation of the hot-dip galvanized surface, the paint or powder-coating should always be mixed, applied, and cured in accordance with the manufacturer’s instructions.
Case study: Louis Armstrong New Orleans International
The new Louis Armstrong New Orleans International Airport, Louisiana, opened in the fall of 2019. The $1-billion project included the construction of 35 gates, increased security, and a 2200-car parking garage. Visitors and passengers arriving at the airport will be welcomed by the aesthetically pleasing white canopies, supported by HDG tubular steel frames top-coated with paint. The designers chose HDG steel because of its sustainability and ability to meet the requirement of a 50-year life with low maintenance cost. However, they also wanted precise control of the aesthetics of the HDG tubular frame supports to exactly match the appearance of the canopies. In instances where corrosion resistance and durability cannot be compromised, a duplex coating (HDG steel along with paint/powder-coating) is often chosen, as it provides the best of both worlds for the specifier: superior corrosion resistance and desired aesthetics.
Duplex systems also have the added advantage of extending the time-to-first maintenance for the paint. Galvanized coatings are as a better substrate for paint than bare steel because zinc corrodes at approximately 1/30th the rate of bare steel, thus slowing under-film corrosion. When using these two systems in tandem, the typical repetitive, scheduled maintenance for paint on bare steel will be reduced, and no unsightly paint peeling or rust bleeding will occur. The duplex system will protect the steel panels from the inside out, while allowing the bright coloring consistent with the architect’s vision to exist free of corrosion.
Conclusion
Appearance concerns regarding after-fabrication, batch, hot-dip galvanizing can be avoided with proper communication between the design professional, fabricator, and galvanizer. Depending on the final intended use of the HDG steel, a strategy can be developed between the parties to ensure the highest coating quality is achieved whilst preserving the superior corrosion protection provided by HDG steel.
 [9]Alana Fossa is the senior corrosion engineer for the American Galvanizers Association (AGA) and the vice-chair of the ASTM Subcommittee A05.13 that authors and edits specifications on hot-dip galvanizing of steel articles. Fossa provides assistance to architects, engineers, fabricators, owners, and other specifiers regarding technical issues and the processing of hot-dip galvanized (HDG) steel. She also manages AGA studies and research on performance, application, and processing of HDG steel. She can be reached at afossa@galvanizeit.org[10].
[9]Alana Fossa is the senior corrosion engineer for the American Galvanizers Association (AGA) and the vice-chair of the ASTM Subcommittee A05.13 that authors and edits specifications on hot-dip galvanizing of steel articles. Fossa provides assistance to architects, engineers, fabricators, owners, and other specifiers regarding technical issues and the processing of hot-dip galvanized (HDG) steel. She also manages AGA studies and research on performance, application, and processing of HDG steel. She can be reached at afossa@galvanizeit.org[10].
 [11]John Krzywicki has worked for the American Galvanizers Association (AGA) for six years, starting as a corrosion engineer and eventually being promoted to marketing director. His strong engineering background provides him with the technical knowledge necessary to effectively communicate design, performance, and sustainability considerations when using hot-dip galvanized (HDG) steel. He can be reached at jkrzywicki@galvanizeit.org.
[11]John Krzywicki has worked for the American Galvanizers Association (AGA) for six years, starting as a corrosion engineer and eventually being promoted to marketing director. His strong engineering background provides him with the technical knowledge necessary to effectively communicate design, performance, and sustainability considerations when using hot-dip galvanized (HDG) steel. He can be reached at jkrzywicki@galvanizeit.org.
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/Woodwards_10_300.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/HDGWeathering.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/HDG-Varied-Appearance.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/Cliffwalk_Capilano_Suspension_Bridge-6.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/Handrail-Venting.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/HDG-Standard-Weld-Cleanup.jpg
- Design of Products to be Hot-Dip Galvanized After Fabrication: http://www.galvanizeit.org/education-and-resources/publications/the-design-of-products-to-be-hot-dip-galvanized-after-fabrication-2012.
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/07/Color-Passivation-Treatments.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/04/Alanacropped.jpg
- afossa@galvanizeit.org: mailto:afossa@galvanizeit.org
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2021/04/Krzywicki_Headshotcropped.jpg
Source URL: https://www.constructionspecifier.com/improving-the-appearance-of-hot-dip-galvanized-steel/