Performing above and beyond with coatings for steel
by Katie Daniel | December 7, 2015 3:20 pm
 [1]
[1]By Jennifer Gleisberg, CDT
Specifying high-performance coatings for structural steel framing, decking, or curtain walls can be a tall order when the application surface is located hundreds of feet above ground level. The specified coatings must protect the structural integrity of these hard-to-reach steel exposures against corrosion, while increasing longevity, enhancing aesthetic appeal, reducing maintenance, and conforming to environmental regulations.
Architects and specifiers must carefully evaluate coating systems under actual service conditions for corrosion resistance, color retention, protection against ultraviolet (UV) light degradation, and color compatibility. These were important considerations in the selection of field-applied coatings used during the renovation of the Jacob K. Javits Convention Center in New York City, as well as shop-applied coatings for the new Anaheim Regional Transportation Intermodal Center (ARTIC) in California.
Coatings selected for such high-profile projects should be products that will extend the lifecycle of the substrate and limit the need for repairs and recoating in the near future. Coatings applied in high, hard-to-reach areas are often subjected to extensive testing in the lab and in the field, to ensure their capabilities are legitimized prior to their application. When specifying coatings for architectural projects, considerations are often far more than aesthetic—rather, they are concerns of longevity and performance based on a coating’s background and test data.
From New York to California, the application of high-performance coating systems is a major part of any architectural project. All buildings, whether renovation or new construction, require specific needs from their coating systems and each system specified should be the right fit for the project at hand.
Jacob K. Javits Convention Center
Since its opening in 1986, the Jacob K. Javits Convention Center has been New York City’s primary venue for large conventions, exhibitions, and trade shows—attracting an average of 2.5 million people to the city each year. The iconic structure, designed by James Freed of I.M. Pei and Partners, is a major contributor to the city and state economies, so
it was essential to maintain its existing operations
at all times during the four-year, multi-phased renovation project.1
In 2005, an analysis of existing conditions reported the Javits Center’s roof had failed, resulting in “numerous leaks” and “extensive water infiltration.” The analysis also identified “systemic failure” of the five-story glass curtain wall known as the Crystal Palace, along with surface corrosion of the interior structural steel space frame, and the need to upgrade the mechanical, electrical, and plumbing systems.2
 [2]
[2]The analysis led to an extensive scope of work that included the construction of a 2.73-ha (6.75-acre) green roof, replacement of the 22,296-m² (240,000-sf) glass curtain wall with low-energy glazing, and remediation of corrosion on the structural steel space frame. Energy-saving upgrades to the mechanical, electrical, and plumbing systems, contributed toward achieving Leadership in Energy and Environmental Design (LEED) Silver certification.3
Other improvements involved the replacement of exterior doors and hardware, installation of a perimeter security system, a new public address system, and enhanced life safety measures, including fire doors, fire alarms, strobes, and sprinklers.
The project involved the construction of a 10,219-m² (110,000-sf) expansion consisting of a pre-engineered manufactured structure that contained 3716 m² (40,000 sf) of exhibition space, pre-function and registration areas, restrooms, food service, and loading docks. The expansion enabled the Javits Center to remain open and operational throughout the $465-million renovation project while the existing facility portions were taken out of service.4
The center’s existing curtain wall—dark, mirrored glass—was replaced by 3722 panels of energy-efficient, translucent glass, in addition to 2400 skylight panels, enabling natural daylight to fill the interior of the 47-m (155-ft) tall Crystal Palace. The switch from darker glass panes to transparent glazing was accompanied by a change in the color of the interior structural steel space frame and underside of the deck from dark brown to a lighter gray.
 [3]
[3]The original coating on the structural framing was a polyamide epoxy coating. A single coat of the epoxy was applied in the fabricator’s shop prior to steel being transported to the jobsite where it was erected and touched up.
Several different coatings were considered for the renovation of the Javits Center’s structural space frame, but were found to be impractical due to odor or application issues. A major challenge the project posed was the painting of the complicated surface without getting the spray on everything else. The surface in need of coating exceeded 139,350 m2 (1.5 million sf).
The analysis of existing conditions found the structural steel space frame to be sound throughout the Crystal Palace, Level 3 Exhibition Hall, and Galleria. An extensive mockup was designed to evaluate various high-performance coatings for adhesion, color, and overspray. A typical coating mockup usually involves a couple of gallons applied to a section of steel or decking, but more than 190 L (50 gal) were used for the Javits Center space frame evaluation.
This mockup determined the most practical surface preparation, the adhesive properties of the coating, color preference, and the ability to be spray-applied without disturbing anyone else.
Based on the evaluation, specifiers decided on a high-performance hydrophobic acrylic coating with ‘dry-fall’ characteristics to address localized surface corrosion of structural steel space-frame components. Dry-fall coatings are those formulated so the solvent evaporates prior to falling to the ground, creating a dry spray that limits issues caused by overspray. The chosen coating is low in odors and volatile organic compounds (VOCs), and serves as both a corrosion-inhibiting primer and finish.
To keep the Javits Center open and operational during its renovation, coating work was scheduled in phases over a three-year period. As a result, all events went forward as planned.
A combination of lifts and scaffolding was used by a 10-person coating crew to reach any section higher than 15 m (50 ft) of the space frame.
Surface preparation consisted of power-washing the steel with hot water to remove a 15-year accumulation of dust, grease, and smoke, followed by sanding. Nearly 287,691 L (12,000 gal) of the acrylic coating were spray-applied as an overcoat to the space frame, which consisted of 76,000 individual pipe tubes and 19,000 connecting nodes.
 [4]
[4]The waterborne, rust-inhibitive coating did not interrupt other construction, it dried quickly, and adhered to the existing epoxy coatings on the steel space frame and metal decking underneath the roof. A custom color, ‘Javits Gray,’ and a standard gray were the predominate colors specified.
Applicators were required to mask off sections of the curtain wall where new glass was installed to protect it from overspray.
Structural steel outside the center was primed with a two-component, zinc-rich urethane primer, followed by an intermediate coat of polyamide epoxy, and a finish coat of aliphatic acrylic urethane—highly resistant to abrasion, wet conditions, corrosive fumes, and exterior weathering.
Kiosks and booths inside the center were recoated using rust-inhibitive, modified alkyd primers, and water-based, low-VOC, high dispersion, pure acrylic polymer coatings that are mildew-resistant and exhibit very good gloss and color stability. The acrylic polymer’s ‘dry-fall’ characteristics helped reduce the potential for overspray problems on other construction workers and their equipment.
The only major U.S. convention center requiring no operational subsidies, the Javits Center actually generated more than $6 billion across New York City and New York State during the four-year renovation period.5
 [5]
[5]Anaheim Regional Transportation Intermodal Center
Hailed as ‘representing a new era of public transit,’ the three-story Anaheim Regional Transportation Intermodal Center (ARTIC) is redefining the experiences of the more than three million people expected to annually use rail services and intercity bus systems in southern California.6
Dedicated in December 2014, the $185-million transportation center offers various amenities, including specialty dining, transit-oriented retail, Wi-Fi and charging stations, parking, bike racks, lockers, and entertainment options. The transit hub links commuter and regional rail service with intercity bus systems including Amtrak, Metrolink, Anaheim Resort Transportation, and Greyhound Lines.
Sustainability was a major consideration for ARTIC’s design team led by the Los Angeles office of HOK, which set out to qualify the transit center for LEED Platinum.
“The project is the first LEED Platinum-certified transit station in the world,” according to the firm’s vice president and senior principal, Kazem Toossi, AIA, LEED Green Associate. “The building was designed with advanced mechanical systems to optimize energy efficiency, while reducing water usage, solid waste, and carbon emissions.”
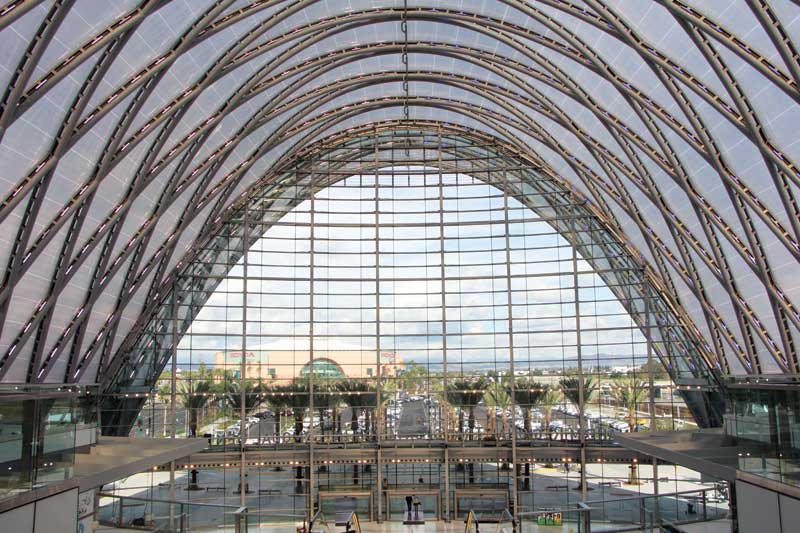
Among the innovative technologies HOK used to optimize energy efficiency in the 6224-m2 (67,000-sf) ARTIC terminal is its innovative roof structure composed of 18,580-m2 (200,000 sf) of ethylene tetrafluoroethylene (ETFE) cushions. The transparent roofing material was selected for its durability, light weight, insulation, and self-cleaning properties. Its resistance to extreme weather contributes to its extended service life.7
The center’s 36.5-m (120-ft) structural shell consists of 355-mm (14-in.) diameter steel tubing that forms 40 arches arranged in a diagrid pattern. The simple and strong form of the interior exposed steel diagrid shell required the architects to pay special attention to detailing of the steel moment connection so it appeared seamless, and the pure form and geometry were not compromised.
 [6]
[6]The diagrid structural system required both shop- and field-applications of a neutral-colored, three-coat system that accentuated the arches and at the same time married the rest of the ETFE structure. The specified coatings conformed to VOC limits under the South Coast Air Quality Management District (SCAQMD), which has the most restrictive VOC coatings regulations in the United States.
The coating system for the terminal’s structural steel was shop-applied by Techno West, an abrasive blasting and shop-coatings facility in Anaheim, California. Touch up of the estimated 2.5 km (1.5 mi) of welds on the assembled structure was performed by Techno Coatings in Anaheim.
Specifications called for structural steel to be prepared in accordance with SSPC SP 6/NACE No. 3, Commercial Blast Cleaning with a .05-mm (2-mil) angular anchor profile and shop-primed with a two-component, aromatic zinc-rich urethane coating. The intermediate coat was a low-VOC epoxy, followed by a finish coat of a low-VOC modified polycarbamide coating combining superior color and gloss retention with very good brush, roll, and spray application characteristics.
Several welded mockup sequences were used to demonstrate the surface preparation and performance of the specified coating system prior to its final approval. The mockups were 1.8- to 2.4-m (6- to 8-ft) tall fabricated cross-members representative of the actual size and scope of the work.
 [7]
[7]Most of the shop-applied coatings were spray-applied, while all the welded field connections were applied by brush and roller. The brush and rolled-on finish had to be blended carefully with the spray-on finish in order to create a seamless unnoticeable look.
The mockups also assessed whether the coating manufacturer could replicate the same color from one batch to another, explained coating consultant Tony Hobbs of TPC Consultants.
“Every cross-member on the structure is a weld, so there are hundreds of welds that required touch-up,” Hobbs said. “If we couldn’t replicate the same color from batch to batch, all those welds would stand out like a sore thumb. So quality control was a major consideration.”
At the construction site, welds were prepared in accordance with SSPC-SP11, Power Tool Cleaning to Bare Metal, primed with a single-component aromatic zinc-rich urethane coating, followed by an intermediate coat of low-VOC epoxy and a finish coat of a low-VOC modified polycarbamide coating.
The majority of the coating work on the superstructure was more than 30 m (100 ft) in the air—making it inaccessible by boom lifts or scaffolding. The job required highly trained and specially equipped coating applicators who climbed up from the bottom of the superstructure to the top and worked their way down using climbing gear attached to connection posts on the structure’s exterior.
Chris Radovich, NACE, SSPC, plant manager of Techno West, estimated the overall coating project took approximately a year to complete, which included the main superstructure, the glazing package at the main entrance, as well as an approach bridge, and all the stair towers. A six-person crew was responsible for touch-up work on the welded connections while another six-person crew applied field coatings to the ancillary items on the structure.
HOK’s Toossi credited the extensive use of building information modeling (BIM) practices with the design team’s ability to communicate with its clients and the public while aiding in the development of the project’s complex form, geometry, function, and asssorted sustainability objectives.
 [8]
[8]ARTIC has been recognized with numerous awards, including:
- the American Institute Architects (AIA) Technology Architectural Practice Building Information Model;
- the Orange County Chapter’s Eco-City Award;
- the American Institute of Steel Construction’s Innovative Design in Engineering and Architecture with Structural Steel Award;
- the American Public Works Association’s Project of the Year Over $75 Million;
- the Orange County Branch of the American Society of Civil Engineers 2014 Project Awards; and
- the Superior Performance in Real Estate (SPIRE) Project of the Year.
Conclusion
High-performance coatings formulated for long-term corrosion protection and aesthetic appeal can make or break a landmark construction project. With the right surface preparation, coating selection, technical assistance, and applicator coating systems help ensure the structure of concern lasts for years to come. In the case of both the Javits Center and ARTIC, the coating systems were installed as specified and will help extend the maintenance cycle of the two iconic buildings—protecting the steel above millions of visitors every year.
| THE VARIOUS UNDERLYING RISK FACTORS FOR OVERCOATING PROJECTS |
| Before a specifier makes a decision on whether to overcoat or completely remove an aged coating system on architectural structural steel, several factors must be considered—starting with the amount of corrosion.
ASTM International has published standard test methods for evaluating aged coating systems for rust and blistering.* Both test methods use photographic reference standards in determining the extent of corrosion and whether a coating system should be repaired or replaced. Total film thickness, the number of existing coatings, their adhesion to the substrate, and between coats are other overcoating risk factors. The number of coats and dry film thickness (DFT) of an aged coating system can be established with a Tooke gauge, or by visual examination of a paint chip cross-section. Testing for adhesion in accordance with ASTM D3359, Adhesion Tape Test, can establish whether an older coating system is at risk for delamination. Multi-coat, high-film thickness coating systems with poor adhesion between coats or to the substrate are high-risk candidates for overcoating. Adding coatings to an aged paint system will always increase the degree of cohesive stress exerted on the underlying layers of paint. The amount of cohesive stress varies with different types of generic coatings. Generally, non-flexible, two-component epoxies and aliphatic urethanes will develop more cohesive stress on curing than more flexible, one-component coatings such as acrylic emulsions, medium to long oil alkyds, moisture-cured urethanes, or epoxy mastics. The higher the film thickness, the greater the cohesive stress on the aged coating system, regardless of the generic type. Typically, flexible, low-cohesive stress overcoat systems are preferable in northern states where coatings are subjected to more freeze/thaw cycling stress. Test patches or mockups can determine the adhesion of the candidate overcoat system(s) to the existing paint system. ASTM D5064, Standard Practice for Conducting a Patch Test to Assess Coating Compatability, can be used as a guide when conducting test patches. One should establish the adhesion of the candidate overcoat system to the existing coatings using ASTM D3359 Method A.** Limitations on surface preparation are an important consideration when choosing an overcoat system, especially on interior spaces where abrasive blasting is unfeasible. Typically, cleaning with power tools is required to avoid interfering with other construction work. Overcoat systems with ‘dry-fall’ characteristics are available to help reduce the potential for overspray issues. Prior to applying any overcoat, all existing coating systems must be dry and clean, which can usually be achieved with power-washing. Rusty areas need to be power cleaned and spot-primed before an overcoat is applied. The edges of the existing coating system must be feathered to achieve a smooth transition prior to spot priming. In recent years, advances in power tools, surface cleaning media, surface profile media, and hand tools have made it possible to produce a surface profile with less extensive labor, even in high-rise locations and hard-to-reach areas. As is the case when selecting a coating system, the environmental service conditions are the most important consideration to make. One should consider, above all else, what exposure conditions the substrate will be subjected to before determining the necessary surface preparation and subsequent coating system. Notes ** The Society for Protective Coatings (SSPC) SP No. 11, Power Tool Cleaning to Bare Metal, can be found at www.scribd.com/doc/27681910/ SSPC-SP-11#scribd[9]. |
Jennifer Gleisberg, CDT, is the architectural market manager for Tnemec Company Inc., where she provides sales support to Tnemec’s independent sales representatives. She is a LEED Green Associate (GA), a NACE Coatings Inspector (Level I Certified), and a member of The Society of Protective Coatings (SSPC), and the U.S. Green Building Council (USGBC). With more than 10 years of experience in the coatings industry, Gleisberg brings a customer service perspective to architectural projects requiring coating solutions. She can be reached at gleisberg@tnemec.com[10].
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/javits06.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/javits09.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/javits17.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/javits13.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/IMG_0449.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/IMG_0469.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/IMG_0433.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/12/IMG_0412.jpg
- www.scribd.com/doc/27681910/ SSPC-SP-11#scribd: http://www.scribd.com/doc/27681910/ SSPC-SP-11#scribd
- gleisberg@tnemec.com: mailto:gleisberg@tnemec.com
Source URL: https://www.constructionspecifier.com/performing-above-and-beyond-with-coatings-for-steel/