Specifying non-structural steel studs for interior walls
by Catherine Howlett | May 1, 2013 4:45 pm
 [1]
[1]by Michael C. Kerner, FASTM, CSI, CDT
With a history spanning more than a half-century in non-combustible commercial construction, cold-formed steel (CFS) is a popular material choice for framing non-structural interior walls, load-bearing interior and exterior walls, curtain walls, and floor joists. Its many performance-based characteristics and ‘green’ attributes have enabled architects to design safe, durable structures that are both dynamic and sustainable.
The material is:
- non-combustible;
- corrosion- and mold-resistant;
- termite-proof;
- made with high-recycled content; and
- reduces onsite construction waste as materials can be ordered to specified lengths.
Cold-formed steel framing products are completely recyclable, and can be locally or regionally sourced for most projects. New construction projects featuring cold-formed steel components can be eligible for up to 12 Leadership in Energy and Environmental Design (LEED) points in eight different categories, which include:
- Materials and Resources (MR) Credit 2, Construction Waste Management;
- MR Credit 4, Recycled Content; and
- MR Credit 5, Regional Materials.
The two primary CFS framing applications are structural and non-structural, with this article focusing on the latter. (For more on cold-formed steel, see “New Purposes for Cold-formed Steel[2].”) Non-structural steel studs are not designed for bearing any axial loads and are ideal for supporting the dead load typical of many wall finishes (e.g. gypsum board or tile) and providing resistance to limited interior transverse loads.
Accounting for the use of nearly 60 percent of all metal studs in the United States, interior, non-structural wall partitions are common applications for steel framing—specifically light-gauge steel studs. As specifiers, it is important to understand the material and manufacturing requirements set by ASTM C645, Standard Specification for Non-structural Steel Framing Members, the installation requirements set by ASTM C754, Standard Specification for Installation of Steel Framing Members to Receive Screw-attached Gypsum Panel Products, and the specification of fire-rated partitions.
The emergence of the new AISI S220, North American Standard for Cold-formed Steel Framing—Non-structural Members, is also critical. This standard will be adopted in the 2015 International Building Code (IBC), eventually replacing ASTM C645 as the universal industry standard for the specification of non-structural steel framing. Until then, guidelines and requirements of ASTM C645 and C754 should be followed.
ASTM C645
ASTM C645, Standard Specification for Non-structural Steel Framing Members, is the current industry standard for the manufacturing of non-structural steel studs. It is referenced in IBC to determine code compliance for non-structural studs.
The four key attributes for architects and specifiers to examine when evaluating non-structural steel stud products are thickness, shape or configuration, coating, and marking or identification. ASTM C645 addresses these attributes further in a series of sections, which includes “Materials and Manufacture,” “Dimensions and Permissible Variations,” and “Marking and Identification Requirements.”
 [3]
[3]Materials and Manufacture
The steel coil must comply with ASTM A1003, Standard Specification for Steel Sheet, Carbon, Metallic- and Non-metallic-coated for Cold-formed Framing Members, which specifies the mandatory physical properties of the steel sheet used to manufacture the studs. It states material’s yield strength must be at least 227.5 MPa (33 ksi). For non-structural steel studs, there is no requirement for elongation (i.e. ductility).
Minimum Steel Thickness Requirements
As per ASTM C645, the minimum base steel thickness for conventional steel studs before the protective coating application is 0.45 mm (17.9 mil), and the minimum thickness of the delivered product to the field, including the thickness of the protective coating, is 0.48 mm (19 mil). Typically, the base metal thickness of non-structural members will range between 0.46 to 0.76 mm (18 to 30 mil).
There is no top-end thickness for studs meeting ASTM C645. However, thicknesses greater than 30 mil are typically considered to be structural members. Therefore, they must meet the minimum requirements of ASTM C955, Standard Specification for Load-bearing Steel Studs, Runners (Tracks), and Bracing, or Bridging for Screw Application of Gypsum Panel Products and Metal Plaster Bases. For example, 20-gauge interior wall partition studs have a thickness of 0.76 mm (30 mil), while 20-gauge structural studs have a minimum thickness of 0.84 mm (33 mil).
Per ASTM C645, for equivalent thickness (EQ) steel studs, the minimum thickness is determined by performance requirements, not by a prescriptive minimum thickness.
Coating requirements
ASTM C645 requires steel stud members to have a protective coating conforming to ASTM A653/A653M, Standard Specification for Steel Sheet, Zinc-coated (Galvanized) or Zinc-Iron Alloy-coated (Galvannealed) by the Hot-dip Process, G40 minimum, or have a protective coating with an equivalent corrosion-resistance. For a new non-structural steel coating, ASTM A1003 also requires stud products must be capable of surviving a minimum of 75 hours in a salt-spray test—ASTM B117, Standard Practice for Operating Salt Spray (Fog) Apparatus—with less than 10 percent coating loss. (This is commonly measured by red rust.)
To explain G40, the ‘G’ stands for ‘hot-dipped galvanized zinc’ and the number following it represents the total amount of zinc in ounces per square foot contained on both sides of the sample. For example, a G40 contains 0.4 ounces of zinc per square foot total on both sides. When using a coating other than a G40, ensuring ‘equivalent corrosion resistance’ means a G40-coated steel sample should be tested side-by-side with the specimens under consideration to ensure equivalent corrosion resistance.
Unlike ASTM C645, ASTM A653 allows one additional coating type to the hot-dipped zinc G40 coating. This other coating is an A40 hot-dipped galvannealed steel, which is used extensively in the automotive industry. This coating has eight to 12 percent zinc-iron alloy in addition to the zinc. Since the automotive industry paints over the galvannealed coating, it is almost always less than the 0.4 ounces per square foot minimum required. Since this coating is not referenced in ASTM C645, it is unacceptable for use.
The newest development in the industry is the advent of equivalent coatings that have further advanced the performance characteristics of non-structural framing. These new EQ coatings are applied pre- and post-production and represent a scientific advancement in protection. They can offer performance characteristics greater than traditional G40 coatings.
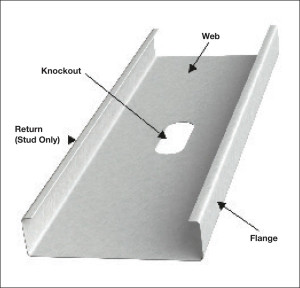
Shape or configuration
ASTM C645 requires the stud members have a minimum flange of 31.75 mm (1 ¼ in.) along with a minimum return lip of 4.8 mm (3/16 in.). Tracks must have a minimum flange of 25 mm (1 in.). The specification also contains a table of minimum tolerances.
ASTM C645 refers to American Iron and Steel Institute (AISI) S200-2007, North American Standard for Cold-formed Steel Framing General Provisions, Section A5–Product Identification, for the marking and identification requirements for individual members. The members are required to show the manufacturer’s name, log or initials, minimum steel thickness, minimum yield strength (if other than 227.5 MPa [33 ksi]), and minimum coating designation if other than G40. Marking on the members must be at a maximum of 483 mm (96 in.) on-center (oc).
EQ studs
Recently developed technology in the cold-formed framing industry has led to better framing member products. EQ studs have been in the framing industry for almost a decade, and represent approximately 90 percent of the current market. Manufacturers now produce EQ studs with higher yield strength than traditional studs using less steel, which helps support the mission of sustainable construction.
An EQ stud, as defined by both the Steel Framing Industry Association (SFIA) and Steel Stud Manufacturers Association (SSMA) code-compliance certification programs, must:
- have a bending moment at least equal to its traditional stud counterpart;
- have published composite limiting height tables according to International Code Council Evaluation Service (ICC-ES) Acceptance Criteria (AC) 86-2010, Acceptance Criteria for Cold-formed Steel Framing Members—Interior Non-load-bearing Wall Assemblies;
- have published shear and pullout screw data;
- must pass the ASTM C645 screw spin-out performance test; and
- meet corrosion protection requirements of ASTM C645.
There are two ways for EQ studs to meet the requirements of ASTM C645. First, they must have a configuration and steel thickness such that the system in which they are implemented will carry the design transverse loads without exceeding the allowable stress of the steel or the allowable design deflection. Manufacturers are expected to supply sufficient data for calculating design performance. EQ studs that can show certified third-party testing in accordance with ICC-ES AC86, and conform to the limiting height tables in ASTM C754, need not meet the minimum thickness limitation set forth in ASTM C645.
 [4]
[4]As EQ studs are formed from steel with higher yield strength, they have greater pullout and shear values. Higher pullout values are advantageous when attaching handrails and fixtures. Due to various factors, EQ studs meet the same requirements as traditional studs, despite being thinner. To begin with, EQ stud manufacturers have taken advantage of new, higher-strength steels, such as those listed in ASTM A1003, with yield strengths ranging from 227.5 to 551.6 MPa (33 to 80 ksi), as well as new processing methods. They may have also added more steel into the strip width used to make the studs. Reinforcing ribs and other devices have been added to flanges and/or webs.
Additionally, new technology is being used by manufacturers to develop high-performance coatings to protect the base steel and meet the protective coating requirements of ASTM C645. These coatings use corrosion-inhibiting and adhesion-enhancing formulas to chemically react and bond with the substrate’s zinc, producing a synergistic effect that greatly enhances the corrosion resistance.
The coatings can be applied to any zinc or zinc-alloy coated substrate. As an added advantage, they fill any imperfections—fractures or porosity—in the existing substrate.
EQ studs differ from traditional flat studs. For example, they generally have a minimum thickness of 0.381 mm (15 mil) instead of 0.455 mm (18 mil). Additionally, because they are thinner than traditional studs, the majority of their physical structural properties are lessened. However, with regard to performance, they perform as well or better than traditional studs because of the stronger yield strength steel and enhanced section configuration.
ASTM C754: Steel stud installation
The industry standard for non-structural steel framing members’ installation is ASTM C754, Standard Specification for Installation of Steel Framing Members to Receive Screw-attached Gypsum Panel Products, which covers all members made in conformance with ASTM C645. Steel tracks for non-load-bearing interior partitions are secured to the supporting structure. If the floor is a concrete slab, installers should fasten the tracks with concrete stub nails, expansion anchors, shielded screws, or power-driven fasteners. If floors are wooden, tracks should be fastened with screws (25 mm [1 in.] minimum penetration) or nails (38 mm [1 1/2 in.] minimum penetration). Tracks can be secured to suspended ceilings with ‘molly’-type expandable fasteners commonly used in drywall installation, toggle bolts or screws fastened into channels, splines, T-runners, or other framing members.
All fasteners should be located 50 mm (2 in.) from each end and spaced a maximum of 609 mm (24 in.) oc. When attaching track-to-stud—which is only required at door jambs—partition intersection and borrowed light frames, a sharp point pan head or low-profile, Number 6 diameter screw with a flat surface on the underside of the head should be used.
To engage floor and ceiling tracks, full-length steel studs should be inserted between tracks, positioned vertically, and with their open side facing in the same direction. They must be spaced 406 or 609 mm (16 or 24 in.) maximum oc based on the gypsum board’s thickness, the board’s ability to span the distance between studs, the board’s number of layers, and, for rated partitions, requirements of the fire rating. Stud spacing is not permitted to exceed spacing requirements by more than ± 3.2 mm (1/8 in.). Aligning the studs properly permits correct bracing and utility runs, and prevent stepped or uneven joint surfaces.
ASTM C754 interior framing composite limiting heights tables are not up to date with the requirements of ICC-ES AC86 for composite walls. The version currently published allows for a 0.25 load reduction, which is no longer allowed by IBC. (To get current limiting height information, the manufacturer should be consulted for tables.) New testing is scheduled to be completed this year to update these tables. Composite limiting height data can only be applied to walls where gypsum board is installed on both flanges of the stud for the wall’s full height. This allows higher limiting heights without needing a heavier stud or lesser spacing.
Non-composite conditions, however, are common in all structures. They occur:
- where the gypsum board stops at the ceiling level, but the stud continues to the deck;
- where the gypsum board is only partial height on one or both sides of the stud; or
- when the stud only has gypsum board on one side.
When these conditions occur, composite limiting height tables cannot be used.
Studs should be located no more than 50 mm (2 in.) away from the intersection of through and abutting partitions. At partition corners, a stud should be installed so it forms the outside corner. Following the application of a single layer of board to this stud, a second stud should be installed in the abutting track. This second stud’s web should be screwed through the board into the first stud’s flange.
Headers should be installed over doorways and other openings, securely attached to the adjacent vertical studs. ASTM C754 sets no limit on the height or width of openings. An engineered solution may be needed, which may require more than a single-track header.
Fire-rated wall assembly requirements
Ensuring fire safety in building designs is critical. Laboratories perform fire testing for various building materials, including wall assemblies. This testing is designed to determine how quickly fire can raise the temperature to unacceptable levels and how building materials react. The results are fire-resistance ratings (which gauge a construction assembly’s ability to confine and isolate flames within a zone composed of fire-resistance-rated walls), ceiling, and floor assemblies. Fire-rated assemblies are tested and certified in their entirety.
There are several important things to remember about fire-resistance-rated wall assemblies and the role of steel studs in the assemblies. A fire-rated partition must adhere to the way the actual tested assembly was constructed—no variation is permitted. Many commonly used fire-rated assemblies were tested decades ago, and there is no requirement for retesting once an assembly passes the fire test. Fire-rated assemblies using EQ studs, however, are more likely to have current fire-testing reports, as they are newer products.
EQ studs have either been fire-tested or have gone through an extensive engineering evaluation in order to be listed in an Underwriters Laboratories (UL) fire-rated assembly. It is important to examine current wall assembly schedules and research the components to determine whether EQ studs meet the project’s framing requirements.
 [5]
[5]Specifiers must also know if 25 EQ—which is often the minimum thickness listed in the UL assembly—is acceptable. Specifiers will also need to know if the assembly is limited to only 1-hour and/or to only one thickness or manufacturer of gypsum board. Also, is the assembly limited to only certain types of board products (e.g. cement, impact)? If any of these exceptions apply, another fire assembly or manufacturer’s product may need to be specified.
For the most appropriate stud specification, product literature and stud sample submissions submitted for approval on the project should comply with the requirements of the fire-rated assemblies shown on the partition schedule. In addition, one must verify through field-testing the proper thickness and profile of stud is being installed per the fire-rated assembly requirements. All products are required to be labeled, so this should be a relatively easy visual inspection.
One recent innovation helping building and design professionals to achieve better fire resistance ratings for wall assemblies is the integration of additional firestop materials into framing members. For commercial and institutional projects, architects and specifiers are now using steel tracks manufactured with a factory-measured dose of intumescent tape materials attached to the track flanges.
Intumescent materials are firestop products that greatly expand from their installed size when exposed to heat or flames and provide a perimeter joint seal for fire, sound, smoke, and air leakage protection. These products are easier for contractors to install than traditional firestop materials. All they have to do is install the track member at the top of the wall, as it includes the intumescent tape. This eliminates the need to return and install intumescent caulking at a later time, eliminating multiple labor and material operations.
New technology in wall design
A popular recent trend in commercial architecture, design, and construction is the digital design and coordination of projects through the use of building information modeling (BIM) software. BIM is helping architects and specifiers streamline their product selection process by providing detailed 3D models of specific products and allowing them to track the product through the construction process. It is advantageous to use BIM technology for the proper steel stud specification and in wall assembly design.
There are various factors influencing the proper specification and installation of non-structural wall framing. Architects and specifiers must select the proper steel framing members for the application, and follow the requirements of building codes and industry standards to create a design leading to a proper installation. Understanding and staying apprised of codes and standards is the key. Times are changing, and the requirements listed in codes and standards are changing with them.
Michael C. Kerner, FASTM, CSI, CDT, is code development manager for cold-formed steel (CFS) framing manufacturer ClarkDietrich Building Systems. With more than 30 years of industry experience, he chairs ASTM’s Committee C11 on Gypsum and Related Building Materials and Systems, and is the first vice chair of the ASTM Committee A05 on Metallic-coated Iron and Steel products. Kerner is an ASTM Award of Merit recipient, and a member of the Construction Specifications Institute (CSI) and the International Code Council (ICC). He can be reached at michael.kerner@clarkdietrich.com[6].
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/11/ClarkWestern_F_049_Cover_LG.jpg
- New Purposes for Cold-formed Steel: http://www.constructionspecifier.com/new-purposes-for-cold-formed-steel/
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/11/Thickness-table.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/11/SteelStudDiagram.jpg
- [Image]: http://www.constructionspecifier.com/wp-content/uploads/2015/11/CD_BlazeFrame-Photo1.jpg
- michael.kerner@clarkdietrich.com: mailto:michael.kerner@clarkdietrich.com
Source URL: https://www.constructionspecifier.com/specifying-non-structural-steel-studs-for-interior-walls/