Specifying the concrete slab to be polished
by Katie Daniel | August 2, 2016 9:50 am

by Todd Scharich, Chad Gill, PE, Steve Lloyd, Pat Harrison, and Bruce Suprenant, PE, PhD, FACI
One of the biggest mistakes a designer can make when specifying polished concrete slabs is to state, “Concrete for polished concrete, including formwork, reinforcement, concrete materials, mixture design, placement procedures, initial finishing, and curing is specified in Section 03 30 00 Cast-in-Place Concrete.” If the slab is specified by this method, the polished concrete will likely not make the owner happy.
Concrete suitable for many floorings materials is usually unsuitable for polishing. Specifiers and owners often delay selecting floorcoverings or other treatments until after the concrete contract is signed or even after it is placed. Due to satisfactory past experiences, this has worked for most tiles or carpeting, but this approach will not work for polished concrete. (To narrow the scope of this article, the authors focus only on normal-weight concrete slabs-on-ground, although much of the information found in this text would also apply to normal- and lightweight suspended slabs).
Acknowledge the difference by separating into
two specification sections
The first step is to alert the other design professionals the concrete slab to be polished must be specified differently. This then alerts the construction team it must also be constructed differently. To effectively communicate this difference, the specifications for concrete slabs should be separated into:
- 03 30 00–Cast-in-Place Concrete for concrete not designated as polished concrete; and
- 03 3X XX–Cast-in-Place Concrete for concrete designated as polished concrete.
These concrete specification sections in 03 35 43–Polished Concrete Finishing should then be cross-referenced. To specify the concrete slab, it is important to determine not only how to specify properties, performance, or attributes that may not be measureable, but also what is different about a concrete slab that is to be polished.
Specifying the concrete slab when attributes
are not measureable
Although polished concrete floor slabs have been built for 15 years, we still do not have adequate methods to specify all the performance criteria. As a result, some specifications focus on quality assurance (QA) and quality control (QC) measures.
Pre-qualification requirements
Contractors should qualify for the job by setting minimum requirements for either the number of projects or the number of years of placing and finishing concrete to be polished.
A 93,000-m2 (1 million-sf) industrial slab pre-qualifies bidders based on the scope of work and the equipment that is involved. However, all concrete contractors believe they can place and finish 90 to 450 m2 (1000 to 5000 sf) of concrete to be polished. Contractors can believe this, but the specifier should not.
Experience working with a polishing contractor or experience in understanding an owner’s complaints about a completed polished concrete project is invaluable. One should review contractor’s qualifications carefully.
Supervisory personnel experience
Not only is the companies’ experience important, but the supervisor must also have a good track record. One should specify the experience level required at the project site.
Alternatively, specifying the number of projects of the same size and scope should be considered. Section 03 30 00 usually requires use of an American Concrete Institute (ACI)-certified concrete flatwork finisher, but this is not enough. An ACI certification does not address concrete slabs that are to be polished; it is better to require both an ACI-certified finisher and someone experienced in polishing concrete slabs.
Quality control plan
Requiring a QC plan is an excellent method to ensure the contractor understands the scope of work and the effect on the polished floor quality of nuances in placing, finishing, and curing on the polished floor quality. For instance, hand-finishing near the slab edges or around penetrations or columns results in a different concrete surface density than that produced by a power trowel machine. This difference will be exposed during polishing.
Preinstallation conference
The preinstallation conference should include the concrete contractor, ready-mix producer, polishing contractor, testing agency, construction manager, and representatives of the architect, engineer, slab consultant, and owner. This meeting should be conducted by experienced individuals who understand both the impact of concrete installation on final polish, and the proper design, detailing, and installation techniques required.
Such a conference helps minimize misunderstandings and reviews project conditions that might significantly affect the work. A checklist should be developed to guide the metting, and minutes should be taken and distributed.
Mockups
One should also require creation of a mockup using the same materials, methods, and personnel to be used on the project. A 40-m2 (400-sf) mockup including contraction joints and concrete from two trucks would be satisfactory. Smaller mockups do not effectively include all the items part of a larger slab. It is also important to leave half of the mockup exposed and unpolished—this way, it can be used to evaluate both the concrete contractor and polishing contractor’s work.
The timing of polishing the mockup should represent the anticipated delay between floor placement and polishing of the actual slab. If hand-finishing will be a part of the finished slab, it must also be part of the mockup. Finally, part of the mockup should be damaged and then repaired so the effect of the repair process can be evaluated for the polished surface.
Identifying the differences: Part 3–Execution
The differences should be specified as necessary in Part 1–General, Part 2–Products, and Part 3–Execution. (The QA and QC provisions have already been discussed.)
Proper concrete for polishing requires good execution. The following illustrates recommended specification requirements for use in Part 3.
Preparation
Place, protect, and repair sheet vapor retarder in accordance with ASTM E 1643, Standard Practice for Selection, Design, Installation, and Inspection of Water Vapor Retarders Used in Contact with Earth or Granular Fill Under Concrete Slabs, and with manufacturer’s written instructions. Lap joints 150 mm (6 in.) and seal with manufacturer-recommended tape.
Rationale: Moisture affects the polished surface appearance[1]. If a vapor retarder is specified, the slab should also be reinforced with steel or welded wire that has a cross-sectional area of steel less than 10 percent of the concrete cross-sectional area, and continuous below saw cuts to minimize dominant joint activation. Concrete slabs on vapor retarders slip, causing some joints to not open. This can allow the concrete shrinkage shortening to accumulate at one wide dominant joint.
Placement
Deposit concrete in a continuous operation that does not result in coarse aggregate segregation.
Rationale: If the concrete is dumped into piles and then raked out, coarse aggregate can ‘stack,’ distribution will not be uniform, and the non-uniform coarse aggregate distribution will show through the polished surface.
Screed slab surfaces with a vibratory straightedge and strike off to correct elevations.
Rationale: A sufficient amount of paste is needed at the surface for polishing, and this is best accomplished by the use of a vibratory straightedge such as a hand-held vibratory bullfloat, a vibrating screed, a truss screed, or a laser screed. Hand-screeding will not provide enough surface paste.
Do not leave the vibratory screed at any one location while the vibrator is running; move it continuously across the slab.
Rationale: Too much vibration at one location drives the coarse aggregate deeper into the slab. This results in variations in coarse aggregate exposure after polishing. This effect of non-uniform vibration can be due to leaving a vibratory screed running when it is not advancing or, for self-propelled laser-guided screeds, lowering the vibrating head onto the surface before the machine is moving.
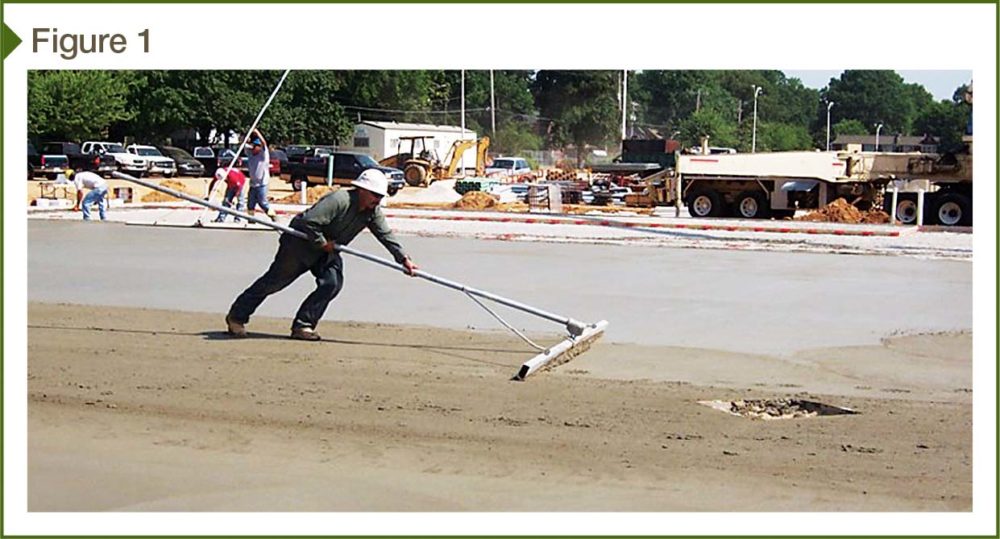
Do not use a highway straightedge or bump cutter on the concrete surface during finishing operations.
Rationale: This removes too much paste from high spots, leaving variations in the polished surface (Figure 1). Flatness for polished concrete is best achieved by the use of pan floats.
Finishing
Do not trowel over adjacent hardened concrete surfaces. Inspect trowel machines prior to each pass and remove any accumulated mortar.
Rationale: Troweling over adjacent hardened concrete from previous placements scratches the concrete surface. Some of the worst scratches come from debris falling off an uncleaned trowel machine. These scratches will often be visible on the polished surface.
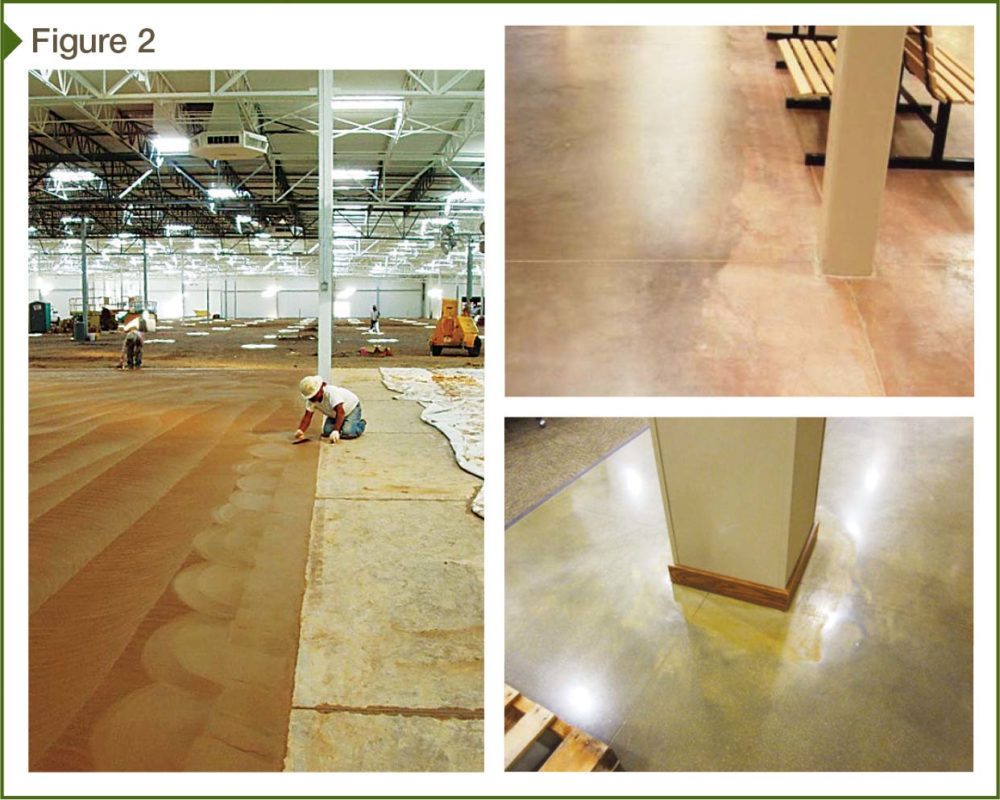
Machine-trowel the slab edges and as close as possible to walls and columns. Minimize hand-finishing.
Rationale: Machine-troweling and hand-troweling result in differing surface densities, with the former’s surface being denser and harder. Results of the differing densities will be obvious in a polished surface. (Figure 2).
The troweled surface shall be free of trowel marks, burn marks, and mottling.
Rationale: These features affect the uniformity of the final polished appearance. Specifiers sometimes require three trowel passes, believing this will control these effects. However, the number of trowel passes depends on the concrete mix design, weather conditions, and the use of different finishing equipment such as a walk-behind or riding power trowel and the type of blade—steel or plastic. Thus, specifying the number of passes may not achieve the desired result.
The floor flatness (FF) measured in accordance with ASTM E 1155, Standard Test Method for Determining FF Floor Flatness and FL Floor Levelness Numbers, within 72 hours shall be that as shown in Table 1 for the Class of Grind specified for the polished surface.
Rationale: The appearance of the polished surface is dependent on the floor flatness. In addition to measuring floor flatness within 72 hours, the specifier should also require the testing agency measure the flatness when the polishing contractor starts work. If the FF decreases more than 10 percent, the polishing contractor may request a change order because of increased costs needed for extra work. Alternatively, one should consider specifying a FF one step above that specified for a class of grind. For instance, specifying a floor flatness of 50 for the concrete slab, but then choosing a class B grind (FF 40) allows for the decrease in FF with time.
One should specify a FF 50 or above when a laser screed, check rod, highway straightedge/bump cutter, and other floor flatness tools and techniques are available (for 1858-m2 [20,000-sf] placements and above). A FF of 35 or lower should be specified for retail or light commercial, grocery stores with drains and penetrations, or school slabs broken into small placements.










Joints
The maximum contraction joint spacing shall be not more than 24 times the slab thickness or
4.5 m (15 ft), whichever is smaller.
Rationale: This limit is set not only to control out-of-joint cracking, but also to minimize curling. If the slab edges curl, the polishing will expose more coarse aggregate at the corners (Figure 4). The contraction joint spacing can be adjusted based on concrete properties, environmental conditions, and materials. The engineer should determine the maximum contraction joint spacing to minimize both cracking and curling. Rather than provide the maximum contraction joint spacing (Figure 5), the preferred specification offers the contraction joint layout to incorporate the joints as desired in the polished concrete.
Form contraction joints with an early-entry power saw using a dry-cut blade. Use a vacuum attached to the saw to remove saw cut residue.
Rationale: The early-entry saw minimizes out-of-joint cracking due to delayed sawing, but the residue must be removed or it will stain the concrete at the joint (Figure 6) and show through the polished surface.
Curing
Cure concrete by one or a combination of
the following methods: (1) Moisture Curing,
(2) Moisture-Retaining-Cover Curing, or (3) Resin Curing Compound.
Rationale: It is very difficult to specify a generic format for a generic project due to the interaction of the curing method and the potential use of dyes, stains, and hardeners for the polished slab. This needs to be resolved at the preinstallation conference with the final selection of the curing method based on the preference of the polishing contractor and the products to be utilized for the polished concrete.
Protection
Protect the concrete slab in accordance with the slab protection provisions in section 03 35 43–Polished Concrete.
Rationale: There are no provisions in 03 30 00 for slab protection. The Concrete Polishing Association of America (CPAA) recommends the approach specified above. As this involves the activities of other trades, the protection falls to the construction manager who must be made aware of the importance of protection. Figure 7 shows a jobsite sign that helps convey the importance of protecting the slab surface to all trades. Alternatively, the slab could be specified to be placed late in the schedule so there are minimal protection issues. Although this will slightly increase the cost and schedule, it may be the best approach as it is very difficult to protect the slab during construction.
Identifying the differences: Part 3 and Part 2–Products
While it is imperative to specify the correct methods to ensure the concrete is polished correctly, it is also important to choose the right products. One should use the following materials and terminology to achieve the desired polished concrete goals.
Vapor retarder
Sheet vapor retarder: ASTM E 1745, Standard Specification for Plastic Water Vapor Retarders Used in Contact with Soil or Granular Fill Under Concrete Slabs, Class A. Include manufacturer’s recommended adhesive or pressure-sensitive tape.
Rationale: Moisture can affect the polished concrete surface.

Concrete ingredients
Source limitations for cast-in-place concrete to be polished: Obtain each color, size, type, and variety of concrete material and mixture from a single manufacturer with sufficient resources to provide cast-in-place concrete of consistent quality.
Rationale: Variations in materials used in the cast-in-place concrete slab will affect the variability of the polished surface. This source limitation requirement is similar to that specified for architectural cast-in-place concrete.
Concrete mix design
1. Limit percentage, by weight, of fly ash and slag cement to not more than 20 percent of the total cementitious materials.
2. Prohibit the use of fly ash and slag cement.
Rationale option one: Fly ash particles are highly abrasive, causing increased diamond wear and tooling expense. These materials also limit the amount of available uncombined alkalis needed for chemical reactions with densifiers that aid in polishing. If the floor will be colored with reactive stains, it is also important to have a large amount of alkalis present for the reaction. (See ACI 310, Decorative Concrete). One should determine if option one is feasible during the mockup. Sometimes, the use of fly ash in slag cement is necessary as part of a sustainability effort.
Rationale option two: Both delayed-setting and strength-gain characteristics attributable to the use of fly ash and slag cement create challenges in producing a uniformly finished slab surface, particularly in cooler weather. Some concrete and polishing contractors prefer to use concrete mixes with only portland cement. Some specifications require the use of fly ash or slag cement in the summer to slow setting and eliminate their use in the winter due to the slower setting. This practice should not be allowed for polished concrete as the color variation in these two mixes will be evident.
Concrete properties
The specified compressive strength fc’ is equal to 4000 psi.
Rationale: This is strong enough to polish in a month, but not so strong as to slow polishing progress and increase polishing costs.
Do not allow air content of trowel-finished floors to exceed three percent.
Rationale: Air content greater than three percent increases the risk of blisters and delamination in a troweled finish.
Engineering the concrete slab
F-numbers are used to specify concrete flatness and levelness. These are measured within 72 hours after the completion of finishing operations in accordance with ASTM E 1155 because polishing contractors might perform their work as many as 90 days or more after the concrete was placed.
The engineer must design the concrete slab to retain its flatness and levelness needed for the polishing contractor. For slabs-on-ground, curling lowers the F-numbers as the concrete dries and shrinks. The engineer must provide a design that minimizes the change in F-numbers with time. Alternatively, the specifier could allow for a decrease in FF with time by specifying a level higher for the concrete floor that will be measured within 72 hours.
A team success
The preinstallation conference is the most important part of assembling the team and having everyone become a committed stakeholder in the process. All players, including the specifier, engineer, construction manager, concrete contactor, and polishing contractor, participate in making polished concrete a success.
Polished concrete differs from typical concrete floors and must be treated differently in the specifications and construction. Experienced polished concrete designers and contractors often exceed the specifications recommended here for a specific project. It is highly advisable to utilize such experienced contractors on the team.
Todd Scharich has been an advocate and innovator in the decorative concrete industry for more than 20 years. In 2012 he was appointed as Decorative Specialist for the American Society of Concrete Contractors (ASCC). He can be reached at tscharich@ascconline.org[2].
Chad Gill, PE, is a concrete polishing and staining contractor and is the president of the Concrete Polishing Association of America (CPAA). He can be contacted at chad@thisisconcrete.com[3].
Steve Lloyd is CEO of Lloyd Concrete and has been in the industry more than 40 years. His knowledge of finishing has earned him the Golden Trowel Award. He can be contacted at stevelloyd@lloydconcrete.com[4].
Pat Harrison is a vice president and principal with Structural Services Inc., with 33 years of concrete slab design, construction, and forensic experience. He can be contacted via e-mail at pharrison@ssiteam.com[5].
Bruce Suprenant, PE, PhD, FACI, is the technical director for the ASCC and a Fellow of American Concrete Institute (ACI). He can be reached at bsuprenant@ascconline.org[6].
- polished surface appearance: http://www.concretedecor.net/decorativeconcretearticles/vol-14-no-4-mayjune-2014/moisture-and-its-effects-on-polished-concrete/
- tscharich@ascconline.org: mailto:tscharich@ascconline.org
- chad@thisisconcrete.com: mailto:chad@thisisconcrete.com
- stevelloyd@lloydconcrete.com: mailto:stevelloyd@lloydconcrete.com
- pharrison@ssiteam.com: mailto:pharrison@ssiteam.com
- bsuprenant@ascconline.org: mailto:bsuprenant@ascconline.org
Source URL: https://www.constructionspecifier.com/specifying-the-concrete-slab-to-be-polished/