

Investigation
In the event of low compressive strength test results, ACI 318 provides an investigative protocol in Section 5.6.5, “Investigation of low-strength test results.” This protocol generally includes rational judgement as to the significance of the low-strength results, and verification of the results by removal and testing of concrete core samples. This protocol was generally adhered to for pour 1B.
Shortly after the 28-day compressive strength test results for pour 1B were reported, the structural engineer of record reviewed the design and stated
a minimum compressive strength of 35 MPa (5000 psi) would be considered acceptable. The following ACI acceptance criteria for compressive strength of core samples, which is somewhat less stringent than the acceptance criteria for cast, laboratory cured cylinders, was used to determine acceptability:
5.6.5.4 Concrete in an area represented by core tests shall be considered structurally adequate if the average of three cores is equal to at least 85 percent of f’c and if no single core is less than 75 percent of f’c.
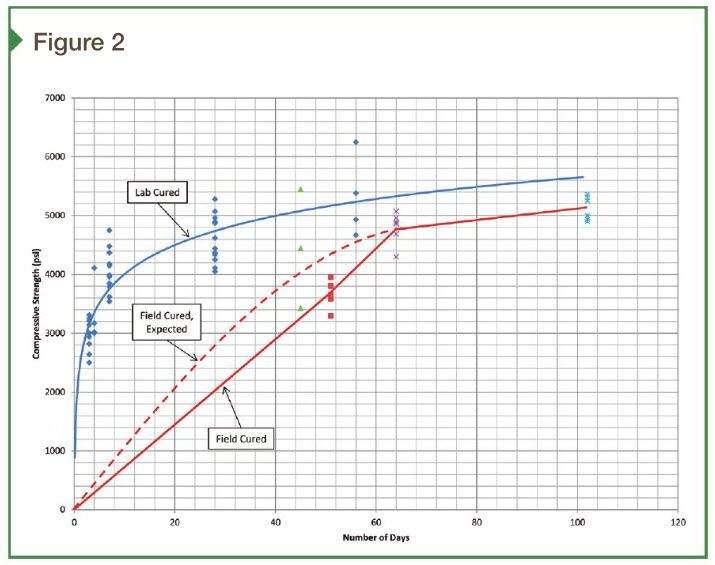
A total of four rounds of concrete core sample removal and compression testing were performed on pour 1B at various points during the investigation. These results are charted on Figure 2, in relation to test results from the laboratory cured cylinders from three-, four-, seven-, 28-, and 56-day breaks. Although test results universally indicated low strength and still did not entirely meet the acceptance criteria, the compressive strength of pour 1B was steadily improving over time. Approximately five months after placement of pour 1B and four months since the 28-day breaks indicated a problem, the structural engineer and owner accepted the pour.
The story did not end there, as there was still the unpleasant business of project delays and resequencing, and determination of which party or parties were responsible for the resulting costs. There were many theories, but the cause(s) of the low strength had not been satisfactorily resolved.
Three independent testing laboratories performed petrographic examinations of concrete cores and cylinders from pour 1B per ASTM C856, Standard Practice for Petrographic Examination of Hardened Concrete. Accompanying these examinations were measurement of the air content of the hardened concrete, which were performed per ASTM C457-12, Standard Test Method for Microscopical Determination of Parameters of the Air-Void System in Hardened Concrete, Procedure A (linear transverse method) and Procedure B (modified point-count method). One common theme among samples from pour 1B emerged: air content—ranging from 9 to more than 15 percent—was not only much higher than the specified 6.5 +/- 1.5 percent, but also higher than field measurements indicated. High air equals low strength. So, where did the excessive air come from, and why did field testing not pick it up?
Air gain
The testing agency daily report for pour 1B states they observed “air gain through pump,” but did not provide sufficient information to verify the phenomena. To date, few studies have been performed concerning air gain through pumping equipment, with the preponderance of reference material relating to how to compensate for lost air.3 In general, the compression of the concrete “squeezes” air out, and dropping concrete vertically “stretches and breaks” the air bubbles.4 Elevated amounts of entrapped air or a large proportion of entrapped air vs. entrained air point to improper handling or poor consolidation of the concrete. But petrographic analyses of concrete samples from pour 1B indicated the concrete to be properly consolidated with a high proportion of entrained vs. entrapped air voids. This finding is contrary to what would be expected if the pumping or placement processes significantly altered the mix.
Hydraulic oil contamination from the pump
As with the air gain through the pump theory, few studies concerning the effects of oil contamination on concrete have been published to date. However, one research study published in Malaysia appeared applicable.5 The study compared properties of a control sample of concrete to a number of concrete mixes deliberately dosed with equal amounts of used and new engine oil and an air-entraining admixture. The study showed although motor oil increased the air content, on an ounce-for-ounce basis, it is not as effective of an air-entrainment agent as an admixture, stating, “Used engine oil increased the air content of the fresh concrete mix to about 30 to 50 percent as compare[d] to the air content of the control mix, whereas the commercial chemical air-entraining admixture … almost doubled the air content.”
To have a measureable effect on the air content of the concrete, the pump would need to lose several gallons of oil. Given this and the highly unlikely pathways oil from the hydraulic system of the pumping truck would have to follow to contaminate the concrete, it was deemed unlikely oil from the hydraulic system would contaminate the concrete without being readily apparent to the operator and/or causing the equipment to malfunction.
Three independent analyses of concrete samples removed from pour 1B incorporating fourier transform infrared spectroscopy (FTIR) and gas chromatography-mass spectrometry (GC-MS) were conducted. None of the analyses could conclusively detect the presence of oil from the pumping truck hydraulic system in the concrete samples. Additionally, the extractable amounts of hydrocarbons were low and did not correlate to the respective air contents and compressive strengths of the samples, ruling out the possibility of oil contamination from the pumping truck hydraulic system.

