The curious case of pour 1B: Investigation of concrete strength and durability issues
by Sarah Said | September 18, 2018 11:55 am
by Robert C. Haukohl, PE, and Colin P. Rueb, PE
 [1]
[1]Photo © BigStockPhoto.com
Concrete slab pour 1B was supposed to be routine, occurring early in the construction of a parking garage in the Midwest. However, low compressive strength issues led to lengthy and costly project delays, as well as some interesting theories about the causes.
Due to its extensive use as a construction material, ready mixed concrete is intensively studied and tested. The American Concrete Institute (ACI), ASTM International, and the American Association of State Highway and Transportation Officials (AASHTO) have well-established standards covering mix design, batching, transporting, testing, pumping, placing, finishing, curing, performance, and even forensic investigation of concrete. Yet, sometimes strange things happen with a batch that leave people scratching their heads.
The base recipe for concrete is deceptively simple: coarse and fine aggregate, Portland cement, and water. Modern concrete mixes introduce various pozzolans and admixtures to reduce cost, extend workability, and add durability. Altering the proportions of the various materials will, expectedly, change the properties of the finished material, but these characteristics are also affected by a host of variables including:
- mixing methods;
- sequence in which components are added;
- transportation time;
- environmental conditions, and
- placement and curing methods.
Consider the chocolate chip cookie: even with the most tried and true recipes, small differences in ingredient proportions and mixing methods can dramatically change the cookie’s flavor and texture. An experienced baker makes adjustments throughout the process to steer toward the desired outcome. Similarly, in concrete mixes, alterations can be made throughout the batching, mixing, and placement processes, affecting the quantity and dispersion of air and water in the concrete, thereby changing the properties of the final product.
The importance of air and water
Testing of slump, air, and water content of fresh concrete are considered routine field quality control measures. Since compressive strength testing takes place in a laboratory days or weeks after the concrete has hardened, several pours may take place on a project before any low-strength results are known and can be addressed. Rejection of a batch or two of fresh concrete may be somewhat disruptive. Rejection of in-place concrete months after placement may require removal and replacement of large sections of the structure, resulting in project delays and increased costs.
Air
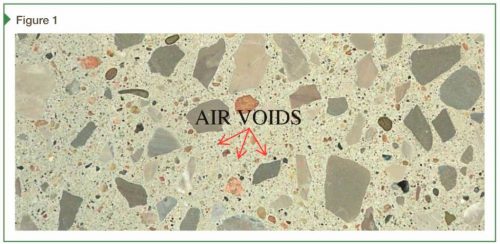
Air entrainment of concrete is intended to provide freeze-thaw durability in northern climates. Air-entraining admixtures are added early in the mixing process. These admixtures congregate at the interface between air and water, effectively reducing the surface tension and allowing the formation of microscopic air bubbles during mixing (Figure 1).1 They work to stabilize the produced bubbles, but do not generate bubbles on their own. Therefore, the agitation and thoroughness of the mixing process is critical to form and distribute the bubbles throughout the mixture. A non-uniform distribution of air, or too little of it, reduces the freeze-thaw durability of the concrete. Further, too much air reduces the compressive strength of the concrete.
With air-entrainment admixtures, a little goes a long way. Typical dosages range from 7 to 180 ml (0.25 to 6 oz) per 45 kg (100 lb) of cementitious material, translating to roughly
the size of a large soft drink cup from a convenience store
for the average 7.6-m3 (10-cy) load. Minor variations in
the dosage can have a drastic effect, and the amount and distribution of air is affected by many factors including:
- water content;
- temperature;
- other chemical admixtures;
- alkalinity;
- mixing time;
- delivery methods (e.g. pumping); and
- finishing methods.
Due to these variables, admixture manufacturers do not make dosage recommendations, other than saying “start out low” and “build a relationship with the customer.”
 [2]
[2]Images courtesy Raths, Raths & Johnson
Water
Water is required not only as a component in the chemical processes forming concrete but for workability during the mixing, pumping, placement, and finishing processes. As with air, too much water can lead to low strength and large voids; if water is inadequate, hydration will be incomplete and the concrete unworkable. A certain dosage of water is added directly to the concrete mix, but the amount needs to be adjusted in consideration of other mix components that can bring water with them. Aggregates have varying moisture contents depending on their absorptivity and storage conditions (e.g. Did it rain the night before? What part of the pile did the aggregate come from?). Also, most admixtures are water-based, especially corrosion inhibitors. Addition of water at the jobsite is prohibited or discouraged as it is detrimental and not well controlled or monitored. As the water content of aggregates is variable, the amount of water added to the mix is adjusted to meet a target water-to-cementitious materials (w/cm) ratio with a specified maximum. Field estimation of the w/cm of fresh concrete is performed in
one of two ways:
- using data from the batch tickets, tallying all sources of water and cementitious material (e.g. cement, slag, fly ash, and other pozzolans), and calculating the ratio; or
- using a method such as AASHTO T318, Water Content of Freshly Mixed Concrete Using Microwave Oven Drying, to measure the water content of a sample of fresh concrete, then dividing that by the design amounts of cementitious materials.
The latter method is performed as an independent check on the batch ticket method. The batch ticket depends on reliable reporting by the ready mix plant and accounting for all sources of free water.
The project
Construction of a large cast-in-place concrete structure is divided into segments with each pour sized and sequenced by how much concrete can be placed and finished at one time. Pour 1B occurred early in the construction of a five-level parking garage located in the Midwest, with a grade slab at the lowest level and the remaining four levels consisting of post-tensioned elevated slabs. The grade slab was poured in January and February with no significant issues, using a different concrete mix than elsewhere on the project. Following the grade slab, the columns and elevated post-tensioned slabs were poured using a 40 MPa (6000-psi) concrete mix. The post-tensioned slab pours were on the order of 300 to 1000 m2 (3000 to 10,000 sf), requiring 70 to 250 m3 (100 to 350 cy) of concrete per pour. Pour 1A was placed in early March and was the first slab pour to use the 40 MPa mix. Five days later came pour 1B: approximately 550 m2 (6000 sf) requiring some 150 m3 (200 cy) of concrete.
The equipment setup for pour 1B was typical for pours on the project. Concrete was delivered to the site via truck-mounted rotating drum mixers, discharged from the mixers into the hopper of a truck-mounted pump and boom, and then pumped from the truck to the pour 1B area. From there, the boom pump hose led directly to a placement boom consisting of a central pivot with an articulated boom made up of solid pipe segments. The placement boom was essentially a horizontal pipe extension, which had no pump of its own, and allowed flexibility in concrete placement.
Field testing
It is unclear from available records how many testing agency field technicians were present onsite, or if a representative from the ready mix plant was present for some or all of pour 1B. Specified field testing of the fresh concrete consisted of:
- sampling per ASTM C172, Standard Practice for Sampling Freshly Mixed Concrete (every batch);
- concrete temperature per ASTM C1064, Standard Test Method for Temperature of Freshly Mixed Hydraulic-Cement Concrete (every batch);
- slump per ASTM C143, Standard Test Method for Slump of Hydraulic-Cement Concrete (every batch);
- air content per ASTM C231, Standard Test Method for Air Content of Freshly Mixed Concrete by the Pressure Method (every batch);
- unit weight per ASTM C138, Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete (every batch);
- water content per AASHTO T318, Water Content of Freshly Mixed Concrete Using Microwave Oven Drying (every 46 m [50 y]/five batches); and
- concrete cylinders were to be collected and standard cured per ASTM C31, Standard Practice for Making and Curing Concrete Test Specimens in the Field, for later compressive strength testing per ASTM C39, Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens (every 46 m/five batches).
Documentation
The 40 MPa mix used for pour 1B had a specified air content of 6.5 percent, with a +/- 1.5 percent tolerance allowed by ACI 318, Building Code Requirements for Structural Concrete and Commentary. The testing agency field report for pour 1B noted “gaining air through the pump,” implying air testing was being performed on samples taken both before and after the pump, but only one value for air content was reported. The field report also noted two of the batches arrived with low air, and air-entrainment admixture was added onsite. According to the field report, “air was high throughout the pour,” yet only three batches were reported as having air content higher than specified:
- batch 5: 8.5 percent;
- batch 9: 8.5 percent; and
- batch 12: 9.2 percent.
These were accepted and placed.
The 28-day compressive strength tests for the previous pour 1A using the 40 MPa mix had mixed results: the first two tested batches had results in the 49 to 50 MPa (7100 to 7200 psi) range, whereas the last three batches were in the 39 to 41 MPa (5600
to 5900 psi) range, slightly under the following acceptance criteria provided in ACI 318:2
5.6.3.3 Strength level of an individual class of concrete shall be considered satisfactory if both the following requirements are met:
(1) Every arithmetic average of any three consecutive strength tests equals or exceeds f’c.
(2) No strength test falls below f’c by more than [3.5 MPa] 500 psi if f’c is [35 MPa] 5000 psi or less; or by more than 0.10f’c if f’c exceeds 5000 psi.
For pour 1B, the 28-day compressive strength tests ranged from 32 to 36 MPa (4600 to 5280 psi), with an average of 34 MPa, well under the ACI acceptance criteria, and low enough to trigger an investigation into the cause(s). Project delays followed, and subsequent pours were re-sequenced in the event some or all of the slabs needed to be removed and replaced. Complicating matters were the five additional pours that had occurred in the 28-day period between placement and testing of pour 1B. Fortunately, the 28-day breaks for those pours met the acceptance criteria. So, the problem was apparently isolated to pour 1B and possibly the latter portion of pour 1A. The remainder of the project was poured using a revised 40 MPa mix with improved aggregate grading without issue. However, the matter of pour 1B was yet to be resolved.
Investigation
In the event of low compressive strength test results, ACI 318 provides an investigative protocol in Section 5.6.5, “Investigation of low-strength test results.” This protocol generally includes rational judgement as to the significance of the low-strength results, and verification of the results by removal and testing of concrete core samples. This protocol was generally adhered to for pour 1B.
 [3]
[3]Shortly after the 28-day compressive strength test results for pour 1B were reported, the structural engineer of record reviewed the design and stated
a minimum compressive strength of 35 MPa (5000 psi) would be considered acceptable. The following ACI acceptance criteria for compressive strength of core samples, which is somewhat less stringent than the acceptance criteria for cast, laboratory cured cylinders, was used to determine acceptability:
5.6.5.4 Concrete in an area represented by core tests shall be considered structurally adequate if the average of three cores is equal to at least 85 percent of f’c and if no single core is less than 75 percent of f’c.
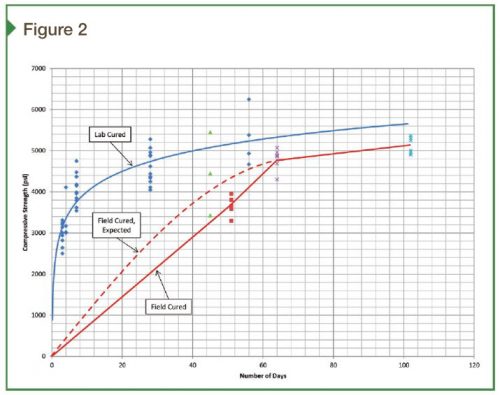
A total of four rounds of concrete core sample removal and compression testing were performed on pour 1B at various points during the investigation. These results are charted on Figure 2, in relation to test results from the laboratory cured cylinders from three-, four-, seven-, 28-, and 56-day breaks. Although test results universally indicated low strength and still did not entirely meet the acceptance criteria, the compressive strength of pour 1B was steadily improving over time. Approximately five months after placement of pour 1B and four months since the 28-day breaks indicated a problem, the structural engineer and owner accepted the pour.
The story did not end there, as there was still the unpleasant business of project delays and resequencing, and determination of which party or parties were responsible for the resulting costs. There were many theories, but the cause(s) of the low strength had not been satisfactorily resolved.
Three independent testing laboratories performed petrographic examinations of concrete cores and cylinders from pour 1B per ASTM C856, Standard Practice for Petrographic Examination of Hardened Concrete. Accompanying these examinations were measurement of the air content of the hardened concrete, which were performed per ASTM C457-12, Standard Test Method for Microscopical Determination of Parameters of the Air-Void System in Hardened Concrete, Procedure A (linear transverse method) and Procedure B (modified point-count method). One common theme among samples from pour 1B emerged: air content—ranging from 9 to more than 15 percent—was not only much higher than the specified 6.5 +/- 1.5 percent, but also higher than field measurements indicated. High air equals low strength. So, where did the excessive air come from, and why did field testing not pick it up?
Air gain
The testing agency daily report for pour 1B states they observed “air gain through pump,” but did not provide sufficient information to verify the phenomena. To date, few studies have been performed concerning air gain through pumping equipment, with the preponderance of reference material relating to how to compensate for lost air.3 In general, the compression of the concrete “squeezes” air out, and dropping concrete vertically “stretches and breaks” the air bubbles.4 Elevated amounts of entrapped air or a large proportion of entrapped air vs. entrained air point to improper handling or poor consolidation of the concrete. But petrographic analyses of concrete samples from pour 1B indicated the concrete to be properly consolidated with a high proportion of entrained vs. entrapped air voids. This finding is contrary to what would be expected if the pumping or placement processes significantly altered the mix.
Hydraulic oil contamination from the pump
As with the air gain through the pump theory, few studies concerning the effects of oil contamination on concrete have been published to date. However, one research study published in Malaysia appeared applicable.5 The study compared properties of a control sample of concrete to a number of concrete mixes deliberately dosed with equal amounts of used and new engine oil and an air-entraining admixture. The study showed although motor oil increased the air content, on an ounce-for-ounce basis, it is not as effective of an air-entrainment agent as an admixture, stating, “Used engine oil increased the air content of the fresh concrete mix to about 30 to 50 percent as compare[d] to the air content of the control mix, whereas the commercial chemical air-entraining admixture … almost doubled the air content.”
To have a measureable effect on the air content of the concrete, the pump would need to lose several gallons of oil. Given this and the highly unlikely pathways oil from the hydraulic system of the pumping truck would have to follow to contaminate the concrete, it was deemed unlikely oil from the hydraulic system would contaminate the concrete without being readily apparent to the operator and/or causing the equipment to malfunction.
Three independent analyses of concrete samples removed from pour 1B incorporating fourier transform infrared spectroscopy (FTIR) and gas chromatography-mass spectrometry (GC-MS) were conducted. None of the analyses could conclusively detect the presence of oil from the pumping truck hydraulic system in the concrete samples. Additionally, the extractable amounts of hydrocarbons were low and did not correlate to the respective air contents and compressive strengths of the samples, ruling out the possibility of oil contamination from the pumping truck hydraulic system.
 [4]
[4]Supplementary cementitious materials
In general, supplementary cementitious materials (SCM) increase the fineness of the cementitious materials content, requiring an increased amount of air-entraining admixture to produce the same air content as a similar concrete mix containing no SCMs. The concrete mix design, used for all elevated slab pours on the project, contained 20 percent Class C fly ash and 15 percent slag cement, both of which were noted in the petrographic analysis of the hardened pour 1B samples. This suggests the excessive air content of pour 1B was not a result of the SCM content, but other factors.
Excessive air entrainment
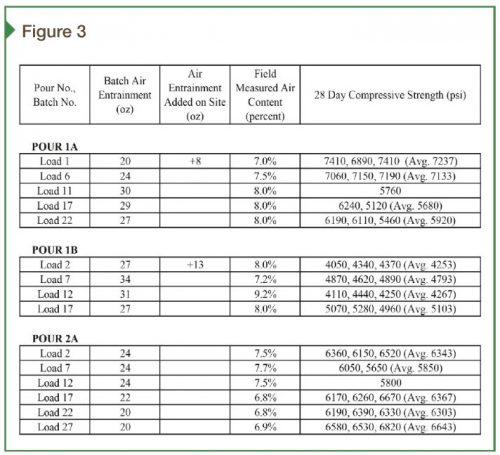
As previously stated, with air-entrainment admixtures, a little goes a long way. Compressive strength can vary substantially with minor adjustments in air-entrainment admixture on the order of ounces per cubic yard of concrete. Unfortunately, in the field, air-entrainment dosages are heavily reliant on trial and error and the direct effects of varying dosages on compressive strength will not be known until cast cylinders are tested. Figure 3 shows reported air-entrainment dosages, field reported air content, and compressive strength results from pours 1A, 1B, and 2A (showing only batches in which cylinder samples were collected and tested for compressive strength). There is a significant drop in compressive strength with air-entrainment dosages starting in the 800 to 900 ml (27 to 30 oz) range per 7.6-m3 (10-cy) batch, and all dosages for pour 1B were 800 ml or higher. Starting with pour 2A, dosages were reduced to the 600 to 700 ml (20 to 24 oz) range with 650 ml (22 oz) becoming typical after 2A, resulting in improved compressive strength results.
Why was excessive air content not recognized during field testing? Operator error and sampling procedures are possible contributing factors, but the key reasons involve the limitations of the testing procedures. The 40 MPa mix used for pour 1B had a specified air content of 6.5 percent, with a +/- 1.5 percent tolerance. ASTM C231 has a stated multi-operator precision of +/- 0.8 percent up to an air content of 7 percent. For the latter part of pour 1A and into pour 1B, air content measurements were reported to be near or above 8 percent, which was at the high end of the specification, but also over the 7 percent threshold above which the amount of error becomes unknown. Compared with the 9 to 15 percent air content determined from the hardened concrete samples, it appears the field air tests were reading inaccurately low.
 [5]
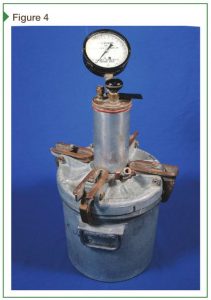
[5]The pressure test used for pour 1B (Figure 4) has a key limitation: smaller entrained air voids are less compressible than larger voids, and a higher proportion of smaller voids go unaccounted for during the pressure stage of the test, thus the test becomes increasingly skewed toward inaccurate low readings with increasing amounts of entrained air.6 K.C. Hover describes this limitation in his article “Some Recent Problems with Air-Entrained Concrete,” and presents several case studies where the measured air content of hardened concrete was well above the field measured air content of fresh concrete, as was the case with pour 1B.
It is the authors’ opinion the low-strength results from pour 1B are attributable to high air content from excessive amounts of air-entrainment admixture, a condition not recognized during the pour.
Conclusion
This case study demonstrates the importance of field quality control and understanding the limitations of field testing procedures. Design professionals must consider these limitations when specifying concrete. The usage of admixtures and water should be controlled and air dispersions must be monitored. Thorough documentation of test results is necessary to not only demonstrate the concrete meets specification, but also to provide data for analysis in the event something goes wrong requiring remediation and prevention. Although examination of the hardened concrete is certainly helpful for investigative purposes, the properties and initial constituents of fresh concrete cannot be fully discerned by looking at the hardened concrete alone.
The various parties involved in this case have reached a settled agreement.
Notes
1 Read Design and Control of Concrete Mixtures by H. Steven Kosmatka and L. Michelle Wilson, published by Portland Cement Association (PCA).
2 Consult the American Concrete Institute (ACI) Committee 318, Building Code Requirements for Structural Concrete (ACI 318-11) and Commentary.
3 Read “Loss of Air Content in Pumped Concrete” by James Yingling, G.M. Mullings, and R.D. Gaynor from the October 1992 issue of Concrete International.
4 For more information, read “Concrete Pumping Effects on Air Entrained Concrete” by William Elkey, Donald J. Janssen, and Kenneth C. Hover for the Washington State Transportation Center (TRAC), June 1994.
5 Read “Effectiveness of Used Engine Oil on Improvement of Properties of Fresh and Hardened Concrete” by Nasir Shafiq, Muhd Fadhil Nuruddin, and Ibrahim Kamaruddin and from the proceedings of the sixth Asia-Pacific Structural Engineering and Construction Conference (APSEC 2006), held in September 2006, in Kuala Lumpur, Malaysia.
6 More information can be obtained from K.C. Hover’s “Some Recent Problems with Air-Entrained Concrete,” published in Cement, Concrete, and Aggregates in 1989.
Robert C. Haukohl, PE, is a senior engineer at Raths, Raths & Johnson, a national engineering, architecture, and forensic consulting practice. He has more than 25 years of experience in the investigation and repair design of a range of structural, material, and building enclosure non-performance issues. Haukohl is accomplished in all phases of repair design and construction administration, from development of drawing and specification packages, onsite observation of construction, and close coordination with contractors for the implementation of repair designs. He has provided litigation support services in the areas of job history reconstruction, document reviews, construction delay claims, and cause/fault determination. He can be reached via e-mail at rchaukohl@rrj.com[6].
Colin P. Rueb, PE, is an engineer at Raths, Raths & Johnson, with experience in structural investigations and material analysis related to concrete and prestressed concrete construction. With his knowledge of concrete deterioration issues, he has developed repair designs to address corrosion, strengthening, spalling, and other problems. Rueb’s background includes condition surveys, field testing, structural analysis, and finite element modeling of distressed façade systems, building components, and various structures. He can be reached at cprueb@rrj.com[7].
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/09/bigstock-A-lit-parking-garage-in-the-ci-26675360.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/09/9-18-2018-11-42-36-AM.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/09/9-18-2018-11-43-05-AM.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/09/9-18-2018-11-43-23-AM.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2018/09/9-18-2018-11-43-44-AM.jpg
- rchaukohl@rrj.com: mailto:rchaukohl@rrj.com
- cprueb@rrj.com: mailto:cprueb@rrj.com
Source URL: https://www.constructionspecifier.com/the-curious-case-of-pour-1b-investigation-of-concrete-strength-and-durability-issues/